
Mit Erweiterung des Ehla-Verfahrens lassen sich unter anderem schwer schweißbare Werkstoffe wie Werkzeugstähle, Titan, Aluminium und Nickelbasislegierungen 3D-drucken. Das gelingt durch die geringe Aufmischungszone und die hohe Abkühlgeschwindigkeit. Auch Bauteile aus Multimaterialpaarungen können so gedruckt werden.
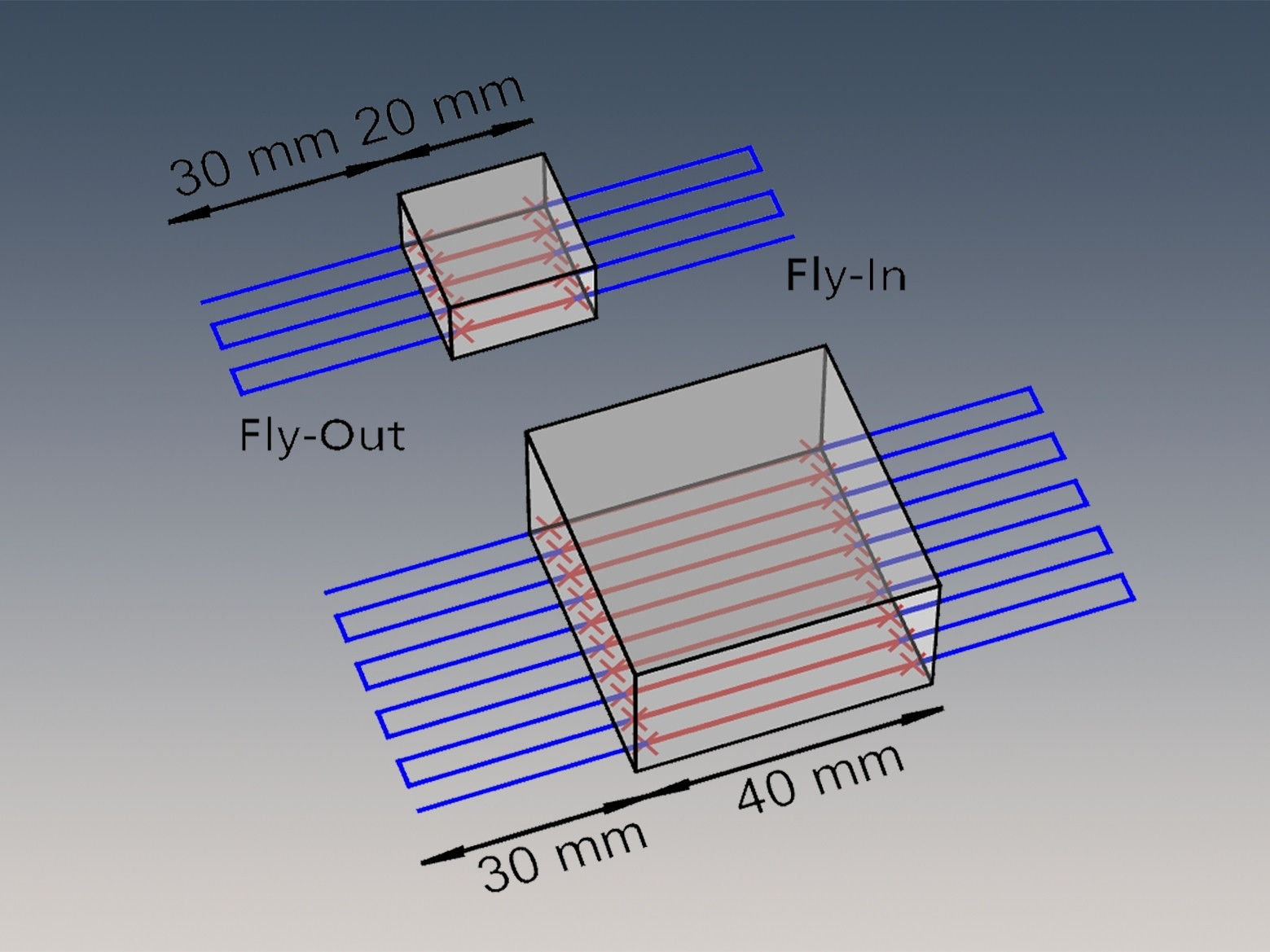
Seit kurzem funktioniert das Ehla-Verfahren auch mit einer speziell modifizierten 5-Achs-CNC-Anlage. Dafür wurde am Fraunhofer ILT sowohl die Maschinentechnik entsprechend ausgelegt, als auch die Bahnplanung der CNC-Programme angepasst. Die Produktivität steht und fällt hier mit dem Zusammenspiel des fly-in, bei dem der Laserkopf mit eingeschaltetem Laserstrahl zum Einsatzort fliegt, und dem anschließenden fly-out, dem abgebremsten Herausfliegen aus der Bearbeitungszone. Bei einer Beschleunigung von 50 m/s² und einem Vorschub von 50 m/min für eine Strecke von 100 mm beträgt der Wirkungsgrad M-PDE (Machine-Related Powder Deposition Efficiency) rund 80 %. Bei einer Beschleunigung von 10 m/s² beträgt der M-PDE ca. 40 %.
Hohe Wirkungsgrade zeichnet auch den 3D-Druck von Bauteilen aus dem Aerospace-Werkstoff Inconel 718 aus, die mit einer Auftragrate von mehr als 2 kg/h mit einer Dichte von über 99,5 % entstanden. Spannenderweise untersuchten die Aachener außerdem, wie sich die Kennwerte verändern, wenn sie statt mit neuem mit recyceltem Metallpulver arbeiten. In beiden Fällen betrug die Zugfestigkeit Rm rund 1300 MPa. Das entspricht einem Gussteil.
Gute Ergebnisse erzielten auch Bauteilen aus Edelstahl 316L und Aluminium-Silizium-Legierungen. Bei ihnen entsprechen die erzielten mechanischen Eigenschaften denen für konventionell hergestellte Proben. Die aktuell mögliche strukturelle Auflösung von dünnwandigen Aluminiumbauteilen, die mittels Ehla 3D hergestellt werden, beträgt rund 500 µm.
Werkstoff: Additiv fertigen mit Cellulose
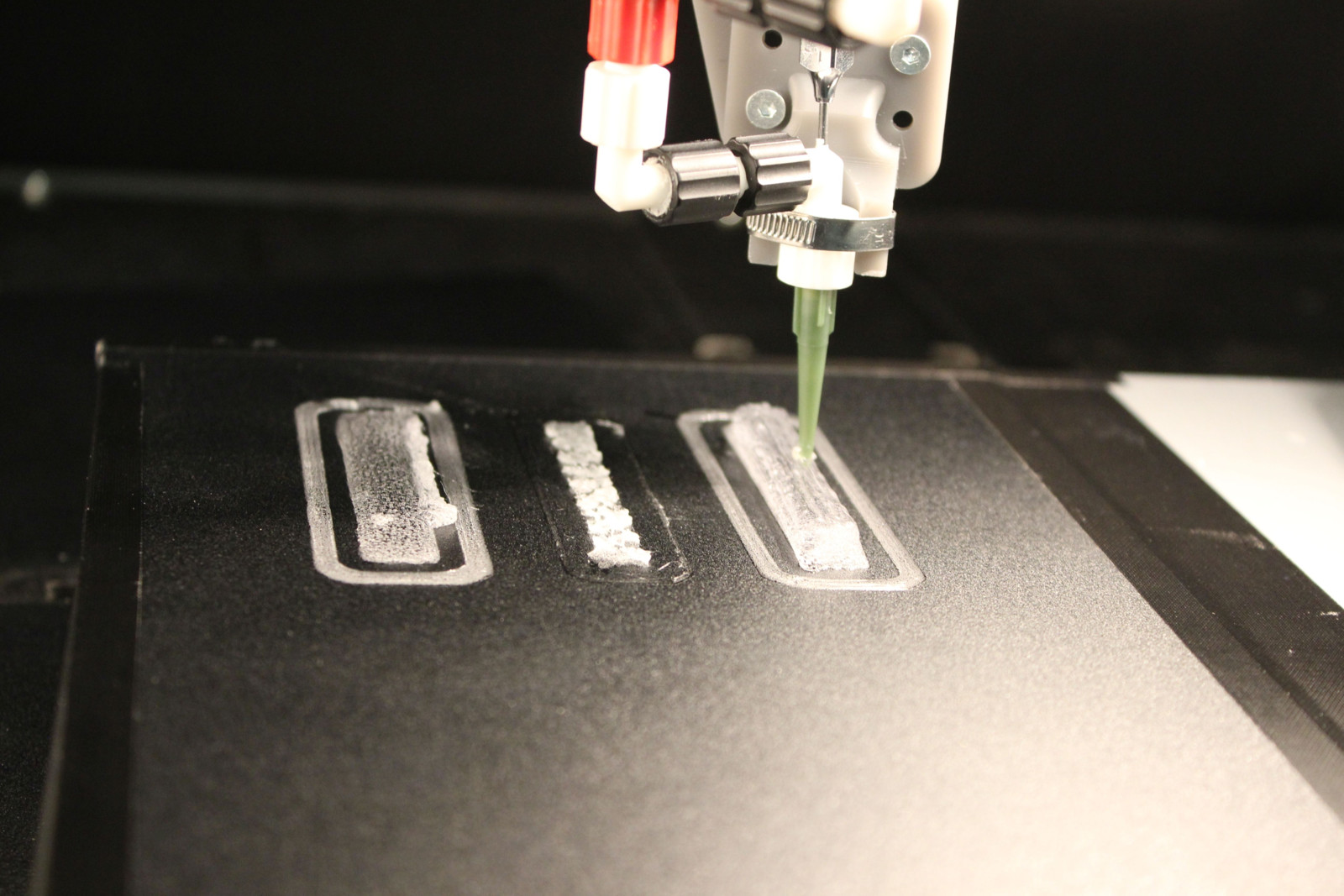
Mit Arburg zusammen entwickelt das DITF (Deutsche Institute für Textil- und Faserforschung Denkendorf) ein energie- und materialsparendes 3D-Druck-Verfahren für biobasierte Faserverbundwerkstoffe (FVW). Die Verbundgewebe werden hauptsächlich über lösungsbasierte physikochemische Prozesse hergestellt, die bei Umgebungstemperatur ablaufen. Ähnlich der Natur ermöglichen neue 3D-Druck-Verfahren mit Endlosfaserverstärkung ebenfalls eine topologie-optimierte Ablage des Fasserstrangs und in die geeignete Richtung. Es wäre also möglich, Material und Bauteil gleichzeitig entstehen zu lassen. Allerdings sind Naturfasern wie Cellulosefasern empfindlich gegenüber höheren Temperaturen. Weshalb sie nicht im klassischen 3D-Druck verarbeitbar sind, der auf Thermoplaste ausgelegt ist.
Also wurde im Forschungsprojekt „CellLoes-3D-Druck“ ein 3D-Druck-Prozess entwickelt, der nicht mehr aufheizt als die Umgebungstemperatur beträgt. Dabei wird der Cellulosefaserstrang zunächst mit einem Binder für die Verarbeitung im Drucker stabilisiert. Der speziell gestaltete Druckkopf wandelt den Binder in eine Matrix um, mit der die Cellulose-Endlosfasern umhüllt werden. Da Fasern und Matrix eine ähnliche chemische Struktur haben, ist das Bauteil stabil und seine mechanischen Eigenschaften wie Bruchfestigkeit ausgesprochen gut.

Hybrid: Adam-Pro mit 5-Achsen und Nachbearbeitung
Adam-Pro steht für „advanced additive manufacturing“. Die 5-Achs-CNC-Hybrid-Laser-Werkzeugmaschine von Odecon Engineering kann die additive gefertigten Bauteile in einem Arbeitsgang weiter- und nachbearbeiten. Speziell für Werkstoff- und Prozessentwicklungen wurde zudem die Adam-RD-Baureihe entwickelt, offene Systeme, die mit nahezu beliebigen Komponenten und Sensoren ausgestattet werden können.
Die maximal fünf Bearbeitungsköpfe im Multi-Achsbetrieb werden auf Kundenanforderungen angepasst und ermöglichen individuelle Ausstattung und Nachrüstung. Damit lassen sich sowohl kleine Bauteile als auch Metallteile so groß wie Motorblöcke herstellen und bearbeiten, in der Serienfertigung ebenso wie in der Einzelteilfertigung.
- Die erzeugten Metallteile können in einem Arbeitsgang weiterbearbeitet (Fügen, Schneiden und Glätten) sowie nachbearbeitet (Schärfen, Polieren, Legieren, Beschichten) werden.
- Materialwechsel sind während der laufenden Fertigung möglich.
- Durch das Hochleistungs-Laserschweißen würden sich auch bisher inkompatible Materialien verbinden.
- Auch fertige Produkte kann Adam-Pro additiv erweitern.
- Standard-Bauraum 600 mm × 450 mm × 450 mm
- Achs-Geschwindigkeit bis 300 m/min
- Beschleunigung bis 12G (120 m/s²)
- Wiederholgenauigkeit bis 5µm
- Nutzlast bis 80kg
- Drehbarer Rund-Spanntisch / D=350mm / bis 2.200 1/min