Bei der Anbringung von dauerhaften Markierungen auf Bauteilen hat die Lasermarkiertechnik den herkömmlichen Markierungsarten längst den Rang abgelaufen. Denn sie ist die Markiertechnik, die am schnellsten, flexibelsten und innovativsten ist. Die Gießerei Isselguss GmbH setzt daher bei der Markierung der von Ihnen produzierten Schwungräder auf den hochwertigen Beschriftungslaser i103L-G des Markierungsspezialisten SIC Marking GmbH.
Flexible und präzise Markierungen dank moderner Lasertechnologie
Die Isselguss GmbH Gießereierzeugnisse aus dem Kreis Borken stellt u.a. Schwungräder für namhafte Motorenhersteller her, die zudem mit einer dauerhaften Markierung versehen werden müssen. Deshalb wendete sich Isselguss für die Markierungen ihrer Schwungräder an den Markierungsspezialisten SIC Marking GmbH.
Die Anwendung von Isselguss ist dabei keine Standardanwendung. Schnell war klar, dass für die Markierung der Schwungräder eine Sonderanfertigung hermusste. Der Kunde von Isselguss verlangt, dass alle gegossenen Schwungräder, die in einem Dreischichtbetrieb hergestellt werden, mit einem Data Matrix Code markiert werden. Die Herausforderung dabei war einerseits die Größe der Schwungräder von bis zu 500 mm sowie das schwere Gewicht von bis zu 50 kg. Bauteile von dieser Größe und Gewicht sind nicht leicht zu handeln, was Markierungen erschwert. Zudem muss der Beschriftungslaser äußerst robust sein, damit er den rauen Umweltbedingungen in einer Gießerei jederzeit standhalten kann. Deshalb ist der leistungsfähige Laser in einer individuellen Gehäusevorrichtung verbaut.
Sonderfanfertigungen sind Standard
Nach Schilderung der Anforderungen seitens Isselguss, Begehung vor Ort und Klärung aller technischen Fragen und Details dauerte es nur kurze zwölf Wochen, bis die SIC Marking die Sondermarkieranlage in der Gießerei installierte. Planung, Erstellung der Pläne und Produktion der Sonderanlage sowie Lieferung inklusive Installation innerhalb kurzer Zeit ist eine weitere Stärke der internationale SIC Marking Group, mit deutscher Niederlassung in Remscheid. Neben den vielen Standard-Markierungssystemen und -lösungen, die weltweit bereits über 40.000 Mal im Einsatz sind, ist SIC Marking auch für ihre kundenspezifischen Sonder-Markieranlagen bekannt.
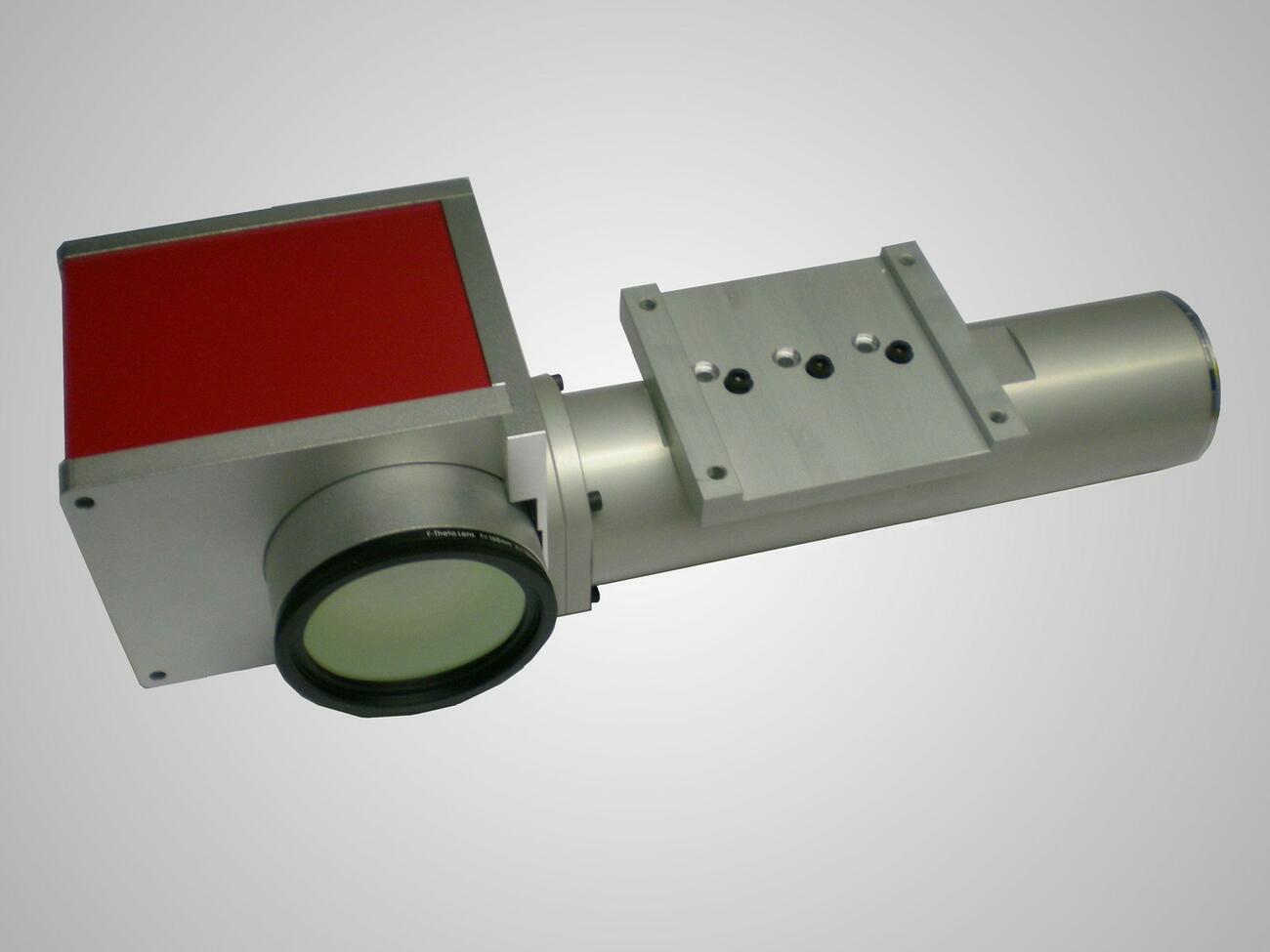
Als Laser wurde der Laser i103 L-G von SIC Marking ausgewählt, da er präzise und kontraststark alphanummerische Zeichen, Bar- und Data-Matrix-Codes, Grafiken sowie Logos schreibt.
Laser markiert fast alle Oberflächen
Die Lasermarkiertechnologie wird hauptsächlich für direkte Markierungen auf Metall- oder Kunststoffteilen eingesetzt, egal ob es sich um gerade, gewölbte oder Bogensatzmarkierungen handelt. Die Härte und Oberflächenbeschaffenheit des Materials spielen dabei keine Rolle, also ideal für die stabilen Schwungräder.
Die Technologie des Lasers von SIC Marking basiert auf einem leistungsstarken in einer Laserquelle generierten Laserstrahl, der verstärkt wird und über Spiegel zum Werkstück geleitet wird. Die durch den Laserstrahl übermittelte Energie bewirkt im Fokuspunkt eine Oberflächenveränderung am Werkstück in Abhängigkeit vom Material. Manche Materialien verdampfen und erlauben so eine vertiefte Markierung, andere verfärben sich, wie die Schwungräder. Das Markierfenster des Lasermarkierers hat eine Größe von 100 x 100 mm oder optional bis 170 x 170 mm. Der Faserlaser i103L-G besteht aus einem Galvonometerkopf und einer Controllereinheit, genannt Fiber Unit, in der sich die Laserquelle befindet. Die komplette Leistungselektronik ist in einer schwarzen Box unterhalb des Gehäuses untergebracht. In der Laserquelle wird der Strahl generiert und verstärkt. Durch das Faserkabel passiert der Strahl dann den Kollimator, der den Strahl ausrichtet, bevor er den galvanometrischen Kopf erreicht. Der Galvo-Kopf besitzt zwei Spiegel mit einer Größe von jeweils ca. 15 x 15 mm, die an Schrittmotoren befestigt sind und den Laserstrahl für schnelle und präzise Markierungen umlenken. Schließlich konzentriert eine Linse den Strahl auf 30 µm. SIC Marking verwendet für seine Lasermarkiersysteme einen Ytterbium-dotierten Faserlaser, da er besonders zuverlässig ist und niedrige Betriebskosten bietet. Die auf Faserlasern basierende Markiertechnik ist die derzeit effizienteste. Moderne Faserlasermarkiersysteme sind zudem wartungsarm und kommen auf etwa 50.000 bis 100.000 Betriebsstunden.
Verschiedene Leistungsvarianten und breites Frequenzspektrum
Der Laser i103L-G arbeitet in einem Stand-Alone-Modus, der zur Steuerung keinen PC benötigt. Ein PC kann jedoch mit der einfach zu handhabenden Software SIC Laser Advanced verwendet werden, die im Lieferumfang enthalten ist. Mit der Software lässt sich eine sogenannte Markierdatei erstellen, die alle Parameter, die für die bestimmte Markierung notwendig sind, umfasst. Diese Parameter sind die Markiergeschwindigkeit, die Leistung und die Frequenz. Die Markiergeschwindigkeit kann dabei zwischen 0 - 4.000 Millimetern pro Sekunde variieren. Der Beschriftungslaser ist in zwei Leistungsvarianten verfügbar, 20W und 50W und hat eine Wellenlänge von 1.064 nm. Der dritte Parameter ist die Frequenz, mit der der Laser gepulst wird. Die Frequenz des Lasers variiert dabei zwischen 20 bis 200 kHz, je nach Material des Werkstücks. Die Software regelt zudem die Optik des Lasers und bietet weiter Datenbankfunktionen wie Datum- und Uhrzeitangaben.
Automatische Bauteilerkennung
Die Schwungräder von Isselguss laufen nach der Produktion zwecks Markierung auf ein Rollenband (Bild), das eingangsseitig die Bauteile an die Gehäusevorrichtung anliefert. Dort laufen Sie gegen einen Stopper und bleiben zunächst kurz stehen. Die Anlage erkennt per Lichtschranke das zu markierende Bauteil, öffnet das Gehäuse, nimmt das Schwungrad auf und schließt sich wieder, um den Markiervorgang durchzuführen. Sollte das Schwungrad nicht mittig auf dem Rollenband angeliefert werden, können die Bauteile manuell per Handrad zentrisch zueinander auf- und zufahren werden.
Nach dem Markiervorgang wird das Schwungrad auf der anderen Seite wieder ausgefahren und die Anlage nimmt das nächste Schwungrad auf. Die schnelle kundenspezifische Sonderkonstruktion von SIC Marking, schafft den kompletten Vorgang, von Anlieferung über Markierung und Ausleitung in nur 40-50 Sekunden. Der eigentliche Markierungsvorgang für den 28 Zeichen langen Data Matrix Code, bestehend aus Bauteilbenennung, Datum und Seriennummer, dauert nur kurze zehn Sekunden. Nach der Bauteilmarkierung, wird auf Kundenwunsch noch der Data Matrix Code mit einem Scanner gegengelesen. Damit wird sichergestellt, dass die Markierung alle gewünschten Informationen enthält und gleichzeitig, dass die Qualität der Markierung einwandfrei ist.
Nach erfolgreichem Gegenlesen wird das Bauteil nun auf das Förderband hinter dem Lasergehäuse ausgefahren und schließlich für den Kunden verpackt. In 99,9 Prozent aller Fälle ist die Markierung wie gewünscht. In seltenen Fällen befinden sich auf dem Bauteil jedoch Verunreinigungen und die Markierung ist aus diesen Gründen nicht einwandfrei. Ist das so, greift die NIO-Strategie (Nicht in Ordnung-Strategie) der Anlage. In diesem Fall informiert eine rote Signallampe auf der Anlage den Bediener, indem sie blinkt. Daraufhin unterbricht die Maschine den Markiervorgang und der Bediener muss die Anlage über das Touch-Display steuern. Dann wird das Bauteil nach dem Ausfahren aus dem Gehäuse, aufgrund des schweren Gewichts, per Kran abgehoben. Nach kurzem Quittieren auf dem Display läuft die Anlage wieder weiter.

Wann lohnt sich welche Markiertechnik?