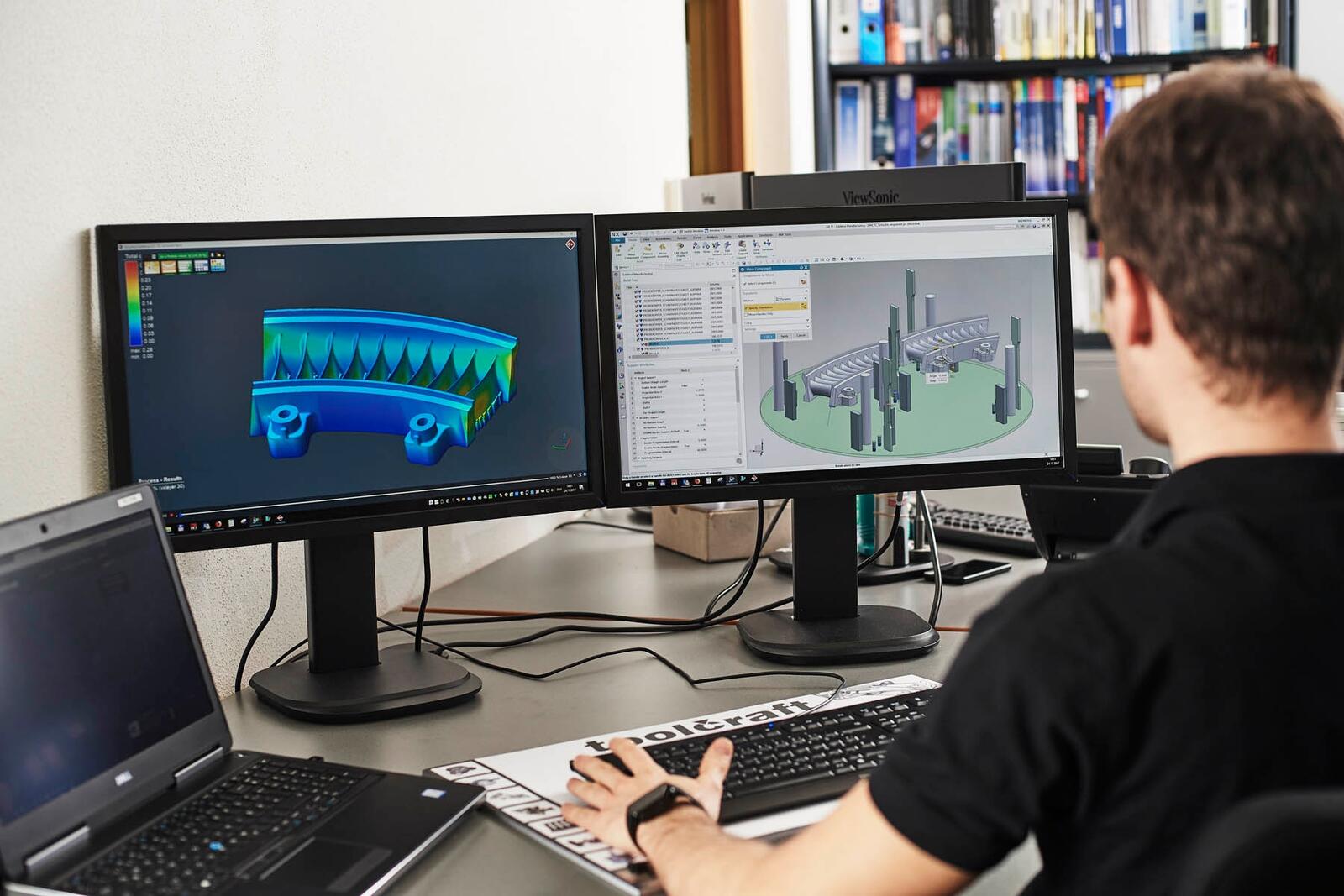

Wie digitalisierte Fertigung heute aussehen muss, demonstriert regelmäßig die WBA Werkzeugbau Akademie an der RWTH Aachen in der Fertigungshalle am Campus-Boulevard 30. Spannend ist nach Angaben von WBA-CEO Prof. Dr.-Ing. Wolfgang Boos derzeit vor allem der Aufbau einer ganzen Prozesskette zwischen dem hochgenauen Makino-D200z-BAZ, der GFMS-Cut2000-Erodiermaschine und der additiven Formup 350 des französischen Herstellers Addup, der seine Pulverbettmaschine erstmals interessierten Kunden zur Verfügung stellt. „Addup beschäftigt heute weltweit rund 300 Mitarbeiter und ist aus dem Joint Venture von Michelin und Fives entstanden“, erklärt Key Account Manager Jörg Oster.
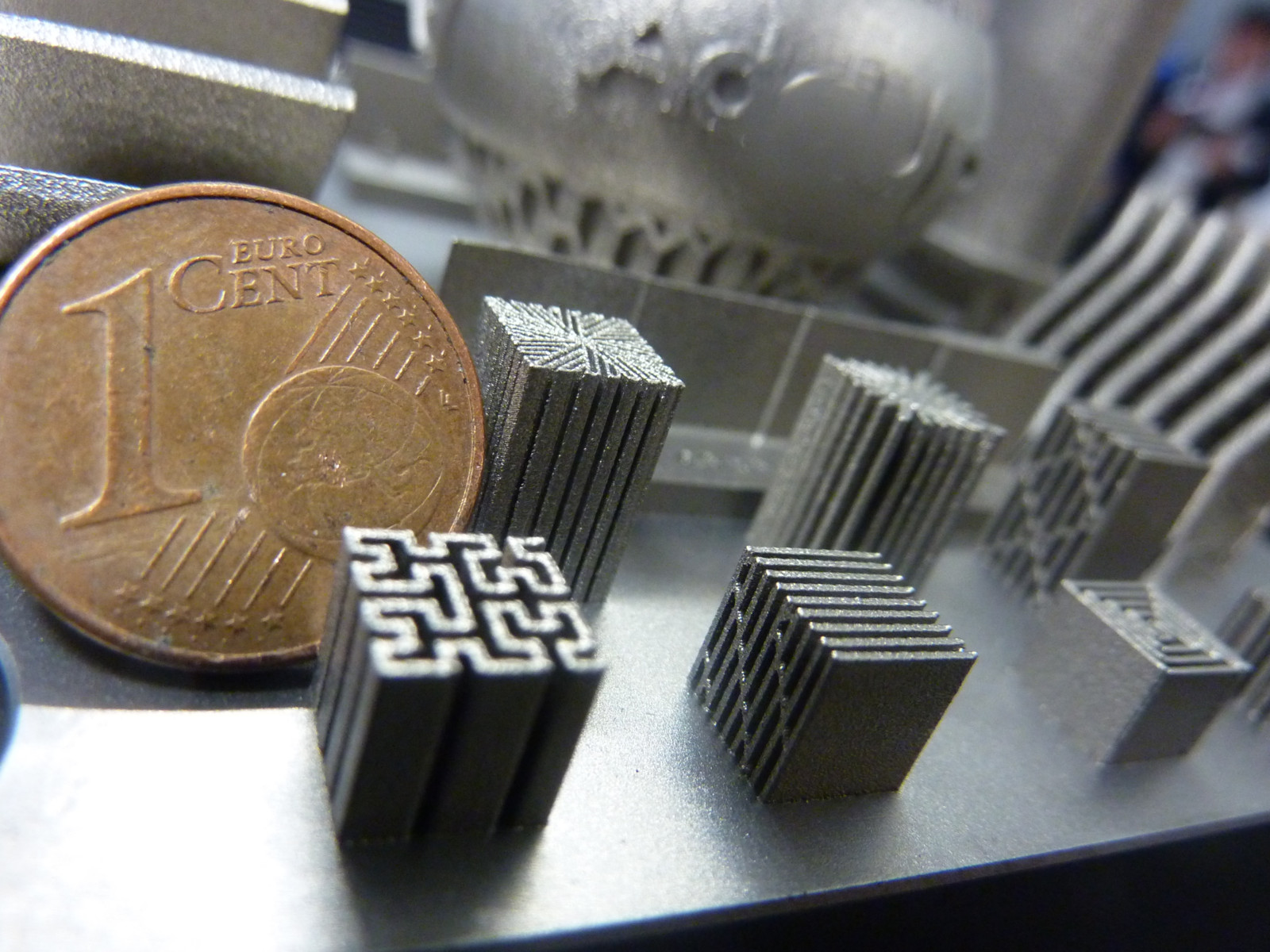
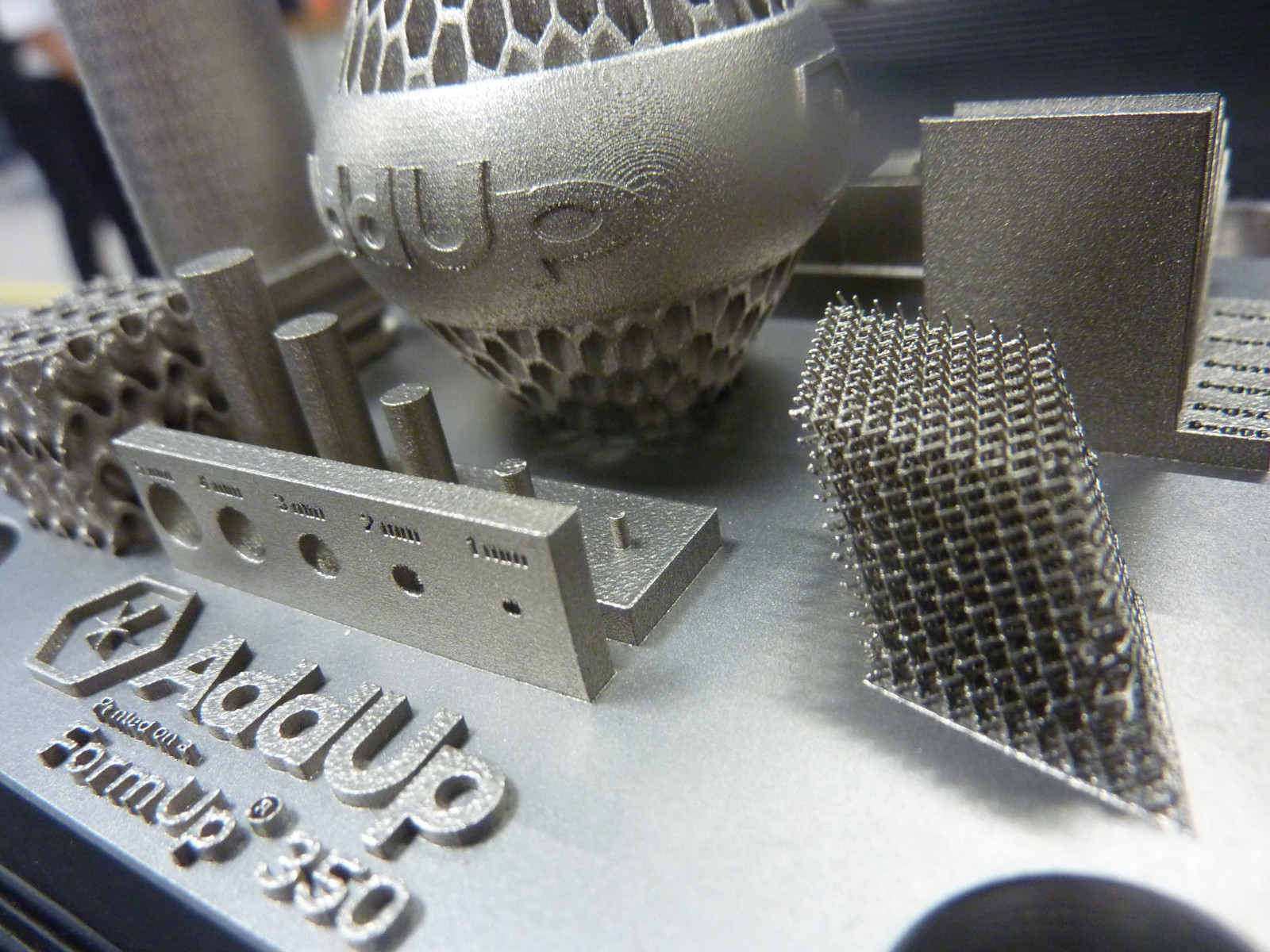
Highlight der aktuellen Formup-350-Maschine sei vor allem die Walzenfunktion über dem Pulverbett: „Durch das Walzen erreichen wir noch vor dem Lasern eine leichte Komprimierung und Glättung des Pulvers und dadurch eine bessere Homogenität. Das wiederum erlaubt uns, mit der Formup 350 noch feinere und exaktere Konturen, Kanten, Gitter und Bohrungen aufzubauen – und zwar nahezu ohne Stützkonturen einplanen zu müssen.“ Das sei ein großer Vorteil und würde vor allem die Produktivität durch weniger Nachbearbeitung von Stützstrukturen enorm erhöhen, betont Oster. Deshalb müssten die additiv erzeugten Bauteile viel weniger nachgearbeitet werden, was natürlich generell und vor allem im Formenbau mit den viel komplexeren Geometrie- und Materialvorgaben sehr interessant sei. Welche Teile damit machbar sind, zeigt Oster anhand einiger filigraner Beweisstücke aus korrosionsbeständigem 1.2083er Werkzeugstahl.
Dass die Formup 350 auch größere Aufgaben bewältigen kann, belegte der Key Account Manager mit einem rund 300 mm × 300 mm × 200 mm großen Werkzeugschieber für Ventilatorenschaufeln, der in der Werkzeugbau Akademie in Aachen nach der additiven Fertigung auf der Formup-350-Maschine erst zur Draht-Erodiermaschine transportiert wird, um dort die Bauteile und Bodenplatte zu trennen, bevor final auf dem Bearbeitungszentrum hochpräzise Oberflächen-, Form- und Lagetoleranzen erarbeitet werden.


Metallteile mit bis zu vier Lasern gleichzeitig fertigen
Laut Herstellerangaben ist die Formup 350 ist eine industrielle Lösung für die additive Fertigung von Metallen mittels Laser Powder Bed Fusion (L-PBF). Diese modulare und skalierbare Maschine bietet ein hohes Maß an Produktivität und ermöglicht die Herstellung hochwertiger Teile bei gleichzeitiger Gewährleistung der Benutzersicherheit. Konkret verfügt die Maschine über bis zu vier 500-W-Laser, um ihre anspruchsvollsten Anwendungen in Bezug auf Produktivität zu erfüllen. Jeder Laser deckt die gesamte Plattformoberfläche ab und bietet mehr Freiheit bei der Bauvorbereitung.
40 % schnellere Pulververteilungszyklen
Dabei reduziert das bidirektionale Beschichtungssystem gegenüber der monodirektionalen Verteilung die Nebenzeiten um 40 % durch die schnelleren Pulververteilungszyklen. Und letztlich stellt das in Partnerschaft mit AZO exklusiv für die Formup entwickelte Autonomous-Powder-Module alle Funktionen des automatischen Pulvermanagements zur Verfügung. Es garantiert eine konstante Pulverversorgung ohne Produktionsunterbrechung, unabhängig von den zu produzierenden Mengen, versichert der Hersteller.
Engste Toleranz und 160 zugängliche Parameter
Die Formup 350 erfüllt alle Anforderungen an die Teilequalität in Bezug auf mechanische und geometrische Eigenschaften mit bis zu 0,1 mm Maßgenauigkeit und bezüglich der Materialdichte mit bis zu 99,99 % – je nach Art und Geometrie der Teile und des verwendeten Materials. Alle Maschinenparameter sind zugänglich, betont der Hersteller. Auf diese Weise können anwendungsspezifische Fertigungsrezepte entwickelt und für jedes Teil das beste Gleichgewicht zwischen Produktivität und Qualität gefunden werden. Die Plattform kann auf bis zu 250 °C erhitzt werden, wodurch Spannungskonzentrationen und Verformungsrisiken erheblich reduziert werden, erklären die Experten von Addup. Alle Laser seien mit einer 3-Achsen-Optikkette ausgestattet. Diese High-End-Technologie würde sowohl eine Positioniergenauigkeit mit 24-Bit-Auflösung als auch Laserstrahlqualität garantieren. Diese Genauigkeit, so Addup, sei entscheidend für Multi-Laser-Anwendungen auf einem einzelnen Teil. Unterm Strich wird durch den Walzenauftrag die Rauheit der Werkstücke und Oberflächen auf Ra <10 µm verbessert, betont Oster nochmals den USP der Formup 350, der anhand von Messungen an einer optionalen Feinpulver-Partikelgröße von 5 bis 25 µm gegenüber 20 bis 53 µm durchgeführt wurde.
Mit austauschbarem Beschichtungsgerät
Außerdem, so Oster, enthält die Formup 350 eine der besten Lösungen, um mit austauschbaren Abstreifer-Systemen variabel zu arbeiten. So kann jeder Anwender das für seine Produktion am besten geeignete Pulververteilungssystem auswählen: ein Abstreifer-System (Schieber, Bürste, Lippe) für maximale Produktivität oder ein Walzensystem für eine verbesserte Oberflächenveredelung. Mit dem Walzensystem sei zum einen eine tatsächlich stützenfreie Fertigung beispielsweise von freitragenden Cantilever-Teilen bis 11° möglich und zudem eine Reduzierung der arithmetischen Rauheit Ra um < 10 μm, betont Oster.