Auf den ersten Blick wirkt die Produktionshalle 10 auf dem Kuka Gelände in Augsburg wie eine von vielen Produktionsumgebungen bei deutschen und internationalen Maschinenbauern: Ein leichter Öl-Geruch liegt in der Luft, Werkzeugmaschinen von verschiedenen Herstellern konzentrieren sich auf die Bearbeitung von Metallteilen – und emsige Mitarbeiter halten den Laden am Laufen. Solche wie Rainer Eder-Spendier, Administrator für Automatisierung und Robotik in jener Halle 10. „Diese Halle ist für mich eine Leidenschaft“, sagt der 51-Jährige. „Was uns auszeichnet, ist der hohe und sinnvolle Automatisierungsgrad in der Fertigung. Hier wird intelligente Automatisierung und Digitalisierung gelebt.“
Digitale Übersicht über die gesamte Halle
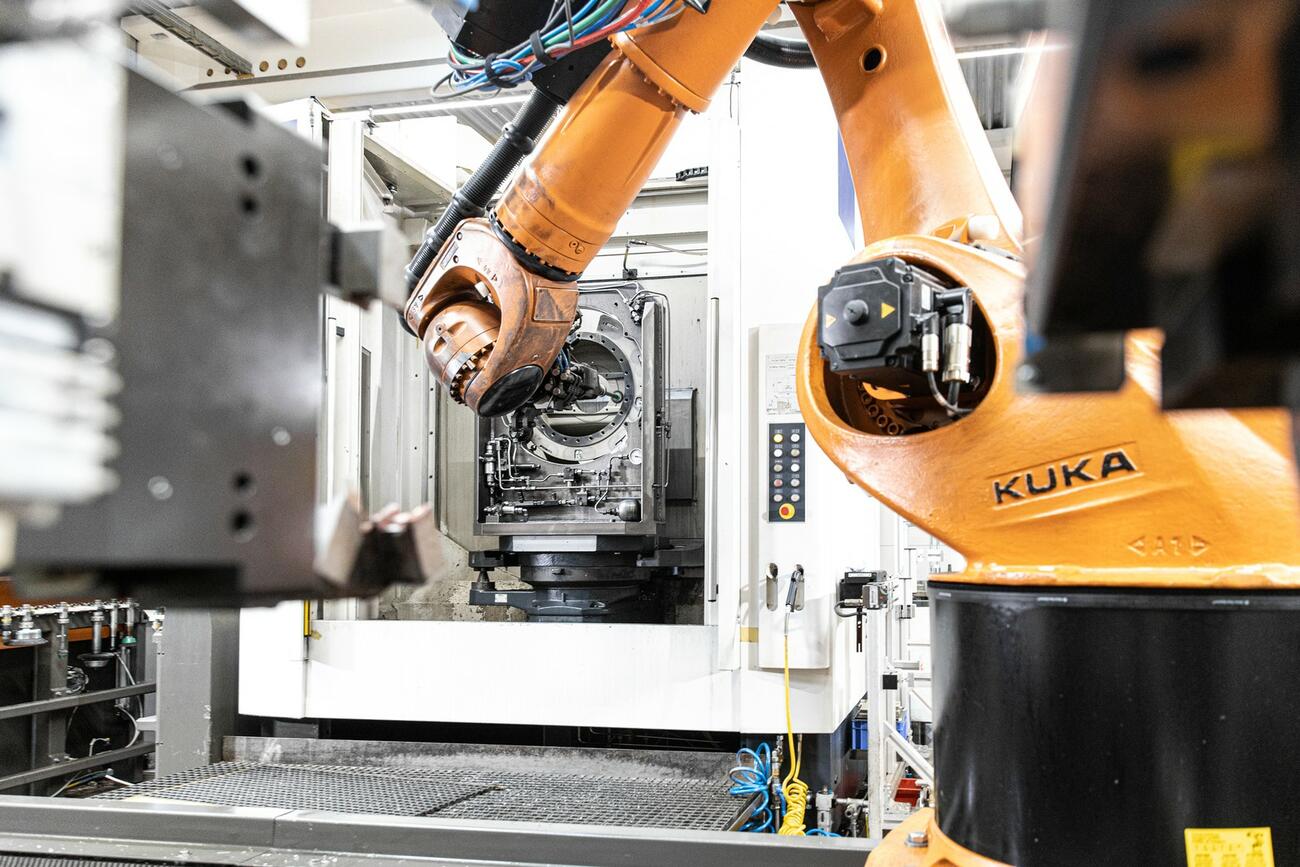
Was man auf den ersten Blick nicht sieht: Alle Maschinen in der Halle sind an eine Cloud angebunden und verfügen über verschiedene Industrie-4.0-Funktionen. Mit einem Tablet in der Hand steht Rainer Eder-Spendier vor dem Schutzzaun einer Werkzeugmaschine der Firma Burkhardt + Weber und erklärt: „Wir haben zum Beispiel eine digitale Übersicht über die gesamte Halle – ähnlich wie die Karten-App auf dem Smartphone. Damit kann ich mir einen Überblick über alle Maschine verschaffen und deren Daten abrufen.“ Ein kurzes Zeigefingertippen später checkt er den Zustand von zwei Bearbeitungszentren der Firma Heller, die von einem Kuka Roboter regelmäßig be- und entladen werden. Ähnlich wie bei einer Smart Watch oder einem Fitness-Armband sammeln Roboter und Maschinen einen bunten Strauß an Daten und funken diese in die Cloud. Anschließend finden sich die Daten in unterschiedlichen Visualisierungen auf der Benutzeroberfläche des Tablets wieder.
Ein "Fehler-Wiki" mit 500.000 Einträgen
„Das ist aber noch nicht alles“, sagt der gebürtige Münchner, der seit einem guten Vierteljahrhundert bei Kuka arbeitet. „Bei Fehlermeldungen können wir zum Beispiel auf eine Art Wiki zugreifen, in dem über Jahre hinweg von unseren Servicetechnikern passende Lösungsvorschläge zusammengetragen wurden – fast eine halbe Million Einträge gibt es dort. Zudem können wir über die eingebaute Technik auch im Nach-hinein jeden Prozess-Schritt nachvollziehen – das funktioniert ähnlich wie bei einer Blackbox im Flugzeug. Außerdem können wir uns per Software auf Unregelmäßigkeiten im Produktionsprozess hinweisen lassen – vergleichbar mit einem EKG.“
Kommunikation als Grundlage für smarte Fertigung
In der Halle 10 befinden sich insgesamt sieben Zellen, die mit elf Robotern ausgestattet sind. Die Roboter aus unterschiedlichen Baureihen stammen alle von Kuka. Die Maschinen, an denen sie arbeiten, sind handelsübliche Werkzeugmaschinen verschiedener Hersteller. Die Roboter bearbeiten unter anderem Grundgestelle, Karusselle, Arme und Schwingen – zusammengesetzt werden die Bauteile gleich nebenan in der Roboter-Montage.
„Hier in der Halle arbeiten die Roboter an verschiedenen Bauteilen, die wir für die Produktion unserer Roboter benötigen“, fasst Rainer Eder-Spendier zusammen und betont: „Uns war es wichtig, die neuen technischen Möglichkeiten nicht nur ins Blaue hinein zu testen, sondern sie auch wirklich sinnvoll einzusetzen. Wichtig ist auch, dass die Maschinen Schnittstellen für den sogenannten Handshake haben.“
Der Handshake bezeichnet die Kommunikation zwischen Roboter und Werkzeugmaschine. Diese ist notwendig, um die Komponenten der Anlage miteinander zu koordinieren. In der Zelle kann der Roboter entweder als Master oder Slave fungieren. Als Master gibt er die Abläufe vor und meldet beispielsweise der Maschine, dass ein Werkstück eingelegt ist und die Tür geschlossen werden kann. Wird er als Slave eingesetzt, reagiert er auf die Vorgaben einer externen Steuerung.
Mannarme und mannlose Produktion
Werkzeugmaschinen werden üblicherweise von Werkern manuell bestückt. Die Zeit, die die Maschinen benötigen, um das Werkstück zu bearbeiten, verbringt der Werker häufig mit Warten. Ist die Bearbeitung abgeschlossen, entnimmt er das Werkstück und legt es auf einer Palette ab, bevor er ein neues Stück in die Maschine einlegt. Dieser Ablauf ist nicht nur monoton, sondern auch wenig effizient. Wie in Halle 10 deutlich wird, lässt sich der Ablauf durch Automatisierung optimieren.
„Bei uns übernehmen die Roboter das Be- und Entladen der Maschinen“, erläutert Rainer Eder-Spendier. „Dadurch ist die Produktion mannarm und für einen bestimmten Zeitraum mannlos möglich, sogar in Wochenend- und Nachtschichten.“ Dazu verfügen die Zellen über Zuführeinheiten, zum Beispiel Drehtische oder Zuführbänder. Diese werden von den Werkern manuell mit den zu bearbeitenden Bauteilen bestückt. Der Roboter kann somit auf einen Vorrat zurückgreifen, der abhängig von der Anzahl der vorbereiteten Werkstücke und den von der Maschine auszuführenden Arbeiten für bis zu acht Stunden ausreicht.
Kürzere Durchlaufzeiten, höhere Effizienz
Die Produktivität wird zusätzlich dadurch gesteigert, dass die Roboter Nebentätigkeiten ausführen. „In einigen unserer Zellen dreht der Roboter Helicoils-Gewinde in die vorgebohrten Löcher, während die Werkzeugmaschine schon das nächste Werkstück bearbeitet“, nennt Rainer Eder-Spendier ein Beispiel. Auch das Entgraten der Werkstücke ist eine solche Aufgabe, die die Roboter in den meisten Zellen übernehmen. Wartezeiten werden so effizient genutzt und die Durchlaufzeiten der einzelnen Teile verkürzt, weil den Maschinen Bearbeitungsaufgaben abgenommen werden, zum Beispiel das Einbringen von Bohrungen und Fräsungen, die im Toleranzfeld von +/- 0,2 mm liegen. Somit können die wertvollen Bearbeitungszeiten auf den Werkzeugmaschinen besser genutzt und mehr Teile produziert werden.
Hand in Hand mit Werkzeugmaschinen verschiedener Hersteller
In der Praxis sieht eine der Roboterzellen in Halle 10 beispielsweise so aus:
- Drei Werkzeugmaschinen des Herstellers Grob verfügen über mehr als 30 Paletten im System und können somit schnell und flexibel auf verschiedene Anforderungen reagieren.
- Das zu bearbeitende Werkstück wird vom Werker an einem Rüstplatz manuell in eine Spannvorrichtung aufgespannt. Anschließend wird das Bauteil samt Palette und Vorrichtung in die Zelle eingeschleust.
- Die Verkettung der einzelnen Schritte und den Materialtransport von der Werkzeugmaschine zur Nacharbeitszelle, wo die bearbeiteten Metallteile gefinisht – also etwa entgratet, gebohrt oder mit Helicoils versehen – werden, übernimmt ein KR Fortec vom Typ KR 600 R2830: Er fährt die drei Maschinen über eine Lineareinheit an und bringt das gefinishte Teil abschließend zum jeweiligen Werkerplatz zurück.
- Der Werker löst die Spannvorrichtung, entnimmt das Teil und legt es auf einer Palette ab.
Ähnlich läuft es in einer anderen Zelle mit zwei Bearbeitungszentren des Herstellers Heller ab:
- Hier nimmt ein KR Fortec Roboter vom Typ KR 500 L480-3 MT mithilfe eines pneumatischen Greifers ein auf einem Drehtisch bereitgelegtes Werkstück auf und schleust es in eine der beiden Maschinen ein.
- Um beide abwechselnd bestücken zu können, ist der Roboter auf einer Lineareinheit verbaut. Vier Zuführstationen liefern ausreichend Rohmaterial zu.
- Sobald die Bearbeitung in der Maschine abgeschlossen ist, entgratet der Roboter das Teil auf dem Rüstplatz. Zuletzt legt er es auf einem Drehtisch ab.
Auch eine Werkzeugmaschine der Marke Burkhardt + Weber wird von einem KR Fortec vom Typ KR 500 be- und entladen. Die Werkzeugmaschine, die Schwingen und Karusselle bearbeitet, ist mit einem Doppel-Palettenwechsler ausgestattet: auf einer Palette befinden sich die Spannvorrichtungen für die Schwingen, auf der anderen die Vorrichtungen für die Karusselle. Während der Roboter eine Palette mit einem Werkstück belädt, bearbeitet die Maschine gleichzeitig das auf der anderen Palette eingespannte Werkstück.
Die Vorteile der Automatisierung und Vernetzung
„Die Automatisierung stellt eine erhebliche Arbeitserleichterung für die Werker dar, da in den meisten Fällen das manuelle Bestücken der Werkzeugmaschinen mit schweren Werkstücken entfällt“, sagt Rainer Eder-Spendier. Lediglich die Materialzuführung erfolgt durch den Werker. Dies ist jedoch mit deutlich geringerem Kraft- und Zeitaufwand möglich, was eine höhere Produktivität der Anlage nach sich zieht.
Ein weiterer Vorteil: Für die Entgratvorgänge sind keine tiefen roboterspezifischen Fachkenntnisse notwendig. Sobald die Zellen in diesem Modus arbeiten, lassen sie sich über die Software Kuka.CNC und somit im G-Code wie eine übliche Werkzeugmaschine bedienen. Die erfassten Daten – auch die der nicht von Kuka selbst hergestellten Komponenten – werden in der Cloud bereitgestellt. So besteht jederzeit die volle Übersicht und Kontrolle über den laufenden Produktionsprozess, eine höhere Transparenz und eine optimierte Aufgabenplanung.