

Da sich Patienten in ihrer Anatomie unterscheiden, müssen einige medizinische Produkte für jeden Patienten individuell angepasst beziehungsweise angefertigt werden, wie beispielsweise orthopädische Einlagen, Zahnimplantate oder Prothesen. Dabei wird bereits mit additiven Fertigungsverfahren (3D-Druck) gearbeitet. Es gibt aber auch medizinische Massenprodukte, welche nur eine begrenzte Anpassbarkeit an den Patienten bieten. Bei Unterarmgehstützen nach DIN EN ISO 11334-1, bieten manche Hersteller zwar verschiedene Farben, Bau- und Griffformen an, ansonsten beschränkt sich die Individualisierung aber auf eine begrenzte Anpassbarkeit an die Körpergröße des Patienten.
Unterarmgehstützen werden häufig nur für eine begrenzte Zeit verwendet, wie zum Beispiel während der Rehabilitationsphase nach einem Unfall. Eine individualisierte Lösung wird meist aus Kostengründen vermieden. Wenn Sie als ständiger Begleiter erforderlich ist, sollte eine Gehhilfe aber die spezifischen Bedürfnisse des Nutzers hinsichtlich Ergonomie, Ästhetik und integrierter, zusätzlicher Funktionen erfüllen. Zumal der demographische Wandel und die gestiegene Lebenserwartung zu einer längerfristigen Nutzung führen können. Hier bieten die neuen additiven Fertigungsverfahren die Möglichkeit wirtschaftliche, nachhaltige, individuelle Lösungen zu generieren. Nachfolgend wird beschrieben wie mit Hilfe des 3D-Drucks Unterarmgehstützen individuell an Nutzer angepasst werden können.
Individualisierte Unterarmgehstützen: Anforderungen und individuelle Anpassung
Hauptanforderungen an Unterarmgehstützen sind eine nutzergerechte Ergonomie sowie eine ausreichende mechanische Belastbarkeit, um das Gewicht sicher abzustützen. Darüber hinaus sollten die Gehhilfen leicht und bequem sein, ästhetischen Ansprüchen genügen, sowie den visuellen Eindruck einer Behinderung und die damit verbundene Stigmatisierung möglichst vermeiden, was durch ein modernes Design und die Integration von Zusatzfunktionen (functional enrichment) erreicht werden kann.
Die Hauptanforderungen an Unterarmgehstützen sowie deren Prüfung sind in der DIN EN ISO 11334-1 spezifiziert.
Bei der dauerhaften Nutzung einer Gehstütze können aufgrund der Druckbelastung im Schultergelenk Reizungen oder sogar Schädigungen entstehen, die zu Schmerzen und Bewegungseinschränkungen führen können (Impingement Syndrom). Durch eine genau angepasste Höhe kann dem präventiv entgegengewirkt werden. Als Faustregel gilt, dass sich der Griff der Unterarmgehstütze dort befinden soll, wo der Oberschenkelknochen am deutlichsten zu spüren ist. Da die Verhältnisse von Schritt- und Armlänge zur Körperlänge aber individuell variieren (Langbeiner, Sitzriesen), sollte diese Länge genau an den Nutzer angepasst werden, so dass sich eine individuelle Unterteillänge l ergibt.
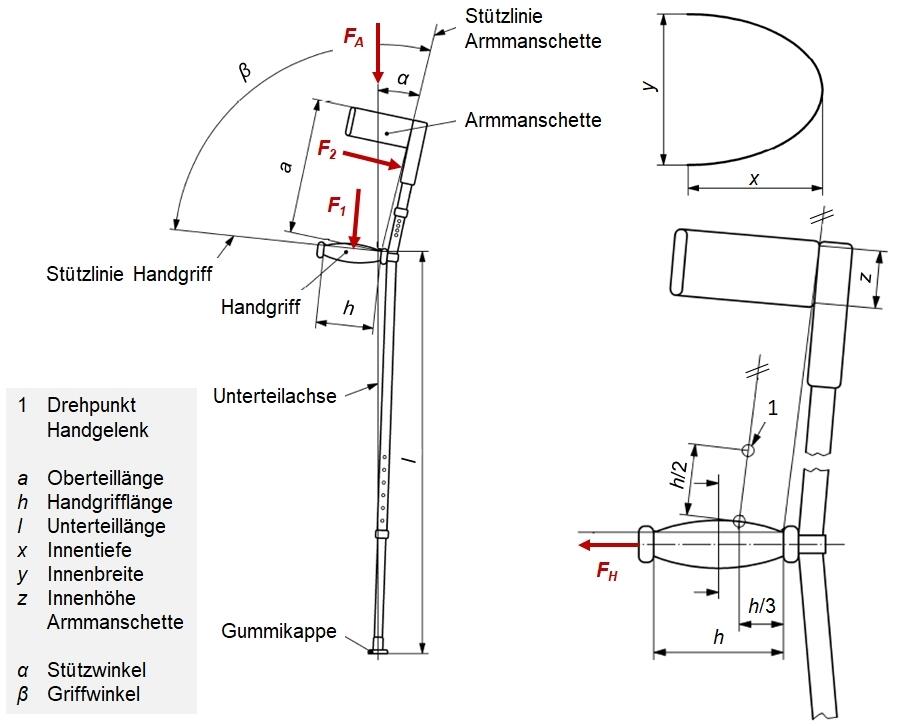
Die Oberteillänge a und Handgrifflänge h ergeben sich aus den Abmessungen des Unterarms und der Breite der Hand.
Der Stützwinkel α soll laut DIN EN ISO 11334-1 zwischen 15° und 30° betragen, der Griffwinkel β zwischen 100° und 108°. Für die Differenz der Winkel wird gefordert, dass β-α≤90° In diesen zulässigen Bereichen können die Winkel an den Nutzer angepasst werden.
Form und Abmessungen der Armmanschette sollen laut Norm an die Breite des Unterarms angepasst werden. Für die Innentiefe soll gelten: x>y⁄2. Die Innenhöhe z der Armmanschette gibt die Norm nicht vor. Sie kann individuell angepasst werden.
Die mechanische Belastung einer Unterarmgehstütze ergibt sich aus dem Körpergewicht des Nutzers. Ein Anteil der Gewichtskraft wirkt als axiale Kraft FA, die sich wiederum aufgrund von Stütz- und Griffwinkel (α beziehungsweise β) in die, zu den jeweiligen Stützlinien normal wirkenden Kräfte F1 und F2 aufteilen lässt. Griff und Manschette werden dadurch auf Biegung beansprucht, das Unterteil auf Druck und Knicken. Eine Vorgabe für die Abzugskraft FH soll sicherstellen, dass sich separate Griffe bei normaler Nutzung nicht von der Gehstütze lösen Für ein Körpergewicht von 100 kg muss laut Norm die Unterarmgehstütze für eine axiale Kraft FA von 1000 N ± 2 % ausgelegt sein. Für die Testperson wurde daher deren Körpergewicht plus 10 kg für Kleidung und zusätzliche Ausrüstung angenommen, so dass sich für FA = 700 N ergab. Die Abzugskraft FH am Handgriff wird ebenfalls anhand des Benutzergewichtes berechnet. Bei einem Puffer von 10 kg ergab sich für FH = 350 N.
Beim Abstützen auf eine Unterarmgehstütze entstehen Druckbelastungen auf Nerven im Unterarm und Handverlauf. Diese Kompressionen können zu motorischen und sensitiven Beeinträchtigungen im Arm und Handbereich führen. Durch ein individuell angepasstes, gepolstertes Griffstück kann diesen Problemen vorgebeugt, und grundsätzlich der Nutzungskomfort, erhöht werden. Durch die Gestaltung sowie Positionierung und Orientierung des Griffes können sich zusätzlich auch Fehlstellungen, zum Beispel von Fingern oder Handgelenken, ausgleichen lassen.

Der Griff der Gehstütze wurde an die linke Hand der Testperson angepasst, indem ein Handabdruck auf Knetmasse übertragen wurde (Bild 2, links). Der Abdruck wurde dann mit Hilfe eines 3D-Scanners (Bild 2, mitte) in ein Datenmodell übertragen (Bild 2, rechts), welches in einem CAD-Programm zur Konstruktion und anschließend für den 3D-Druck mit einem elastischen Material genutzt wurde.
Konzept, Gestaltung und Auslegung
Prinzipiell besteht, trotz der Normung, viel Spielraum bei der Gestaltung von Unterarmgehstützen. Denkbar wäre eine einteilige, komplett 3D-gedruckte Gehstütze. Im vorliegenden Beispiel wurde jedoch ein mehrteiliges Konzept verfolgt wie in Bild 3 dargestellt.

Das Oberteil wurde für den 3D-Druck konzipiert und beinhaltet einen Griffträger, die Armmanschette sowie Aufnahmen für ein Front- und ein Rücklicht. Ein individuell geformter und weicher 3D-gedruckter Griff aus einem thermoplastischen Elastomer sowie weitere, aus dem gleichen Material gedruckte Polsterelemente lassen sich separat anbringen. Das Unterteil kann in Form eines Rohres oder Rundstabes zugekauft werden, ebenso wie die Gummikappe.
Die Verbindungsstellen der Einzelteile sind als Presspassungen oder Klebeverbindungen konzipiert. Presspassungen ermöglichen einen Austausch, beipielsweise bei Abnutzung des Griffes oder der Gummikappe. Eine Klebeverbindung zwischen Ober– und Unterteil erhöht die Sicherheit der Gehstütze.
Mit diesem Konzept wurde ein Kompromiss aus Individualisierbarkeit, Leichtbau und Wirtschaftlichkeit angestrebt. Das komplexer und individueller gestaltete Oberteil kann aufgrund seiner begrenzten Größe noch in vielen herkömmlichen 3D-Druckern mit moderatem Zeitaufwand hergestellt werden. Komplexe Gitterstrukturen, die mit anderen Fertigungsverfahren nicht realisierbar wären, sorgen für ausreichende Belastbarkeit bei niedrigem Gewicht und ansprechendem Design.
Durch den Einsatz der additiven Fertigung ist es möglich, gerade den Bereich des Oberteils in Form und Farbe individuell zu gestalten, wodurch der Nutzer die Möglichkeit hat, eine persönliche Note zum Ausdruck zu bringen. Bei der Gestalt sind die Grenzen aufgrund der zu erfüllenden Funktion etwas enger gesetzt. Oberfläche und Farbe lassen jedoch, durch die Wahl des Druckmaterials, nachträgliche Oberflächenbehandlungen oder Beschichtungen viel Gestaltungsspielraum.

Weitere Individualisierungsmöglichkeiten bestehen in der Integration weiterer Funktionen. Hier wurden Aufnahmen für Lichtquellen integriert, um für mehr Sicherheit bei dunklen Umgebungsbedingungen zu sorgen. Weitere sinnvolle Funktionen könnten zum Beispiel Sensoren und Sender zum Monitoring des Gesundheitszustandes, zur Sturzerkennung oder Unfallortung sein.
Bei dem langen Unterteil, das auf Druck und Knicken belastet wird, kann auf bewährte Halbzeuge, wie Alu- oder Carbonrohre oder sogar Holzrundstäbe, zurückgegriffen werden, die sich kostengünstig zukaufen lassen.
Auf eine Längenverstellbarkeit von Unter- oder Oberteil wurde aufgrund der individuellen Anpassung an den Nutzer bewusst verzichtet. Verstellbare Elemente bedeuten mehr Gewicht und höhere Kosten. Außerdem können bei den üblicherweise verwendeten Verstellmechanismen, aufgrund von Spielpassungen, Klappergeräusche sowie ein unsicheres Bewegungsverhalten oder eine ungewollte Verstellung auftreten.
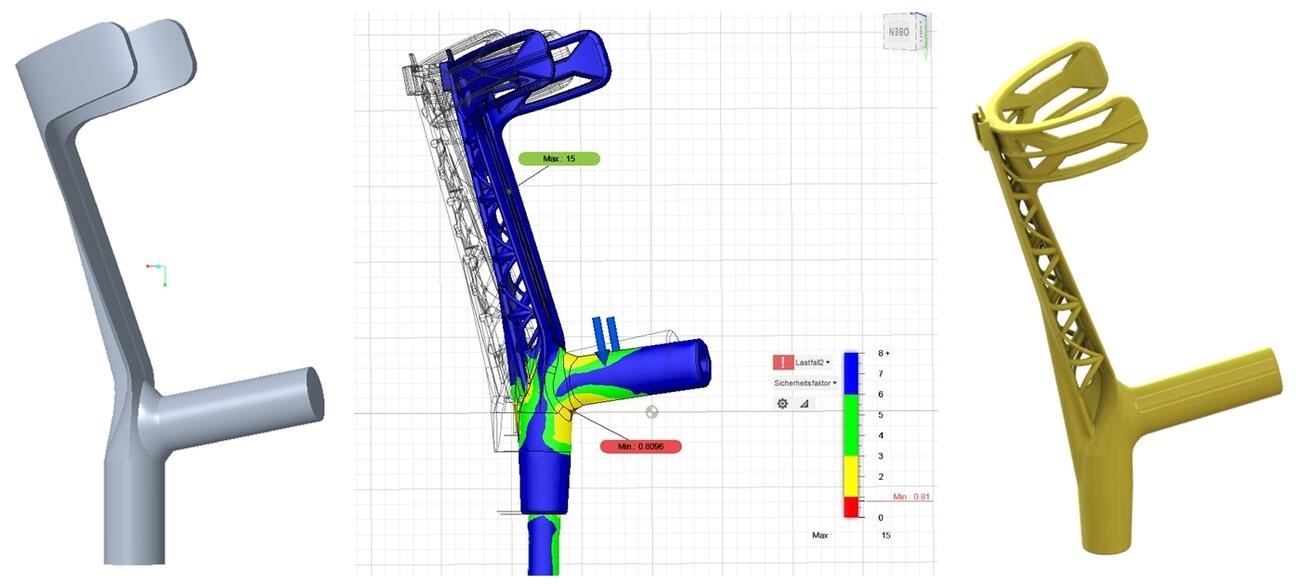
Zur belastungsgerechten Gestaltung des Oberteils wurde, basierend auf den Daten der Testperson, zunächst eine einfache Geometrie in einem CAD-Programm modelliert (Bild 5, links). Mit Hilfe eines Topologieoptimierungs-Programmes (Bild 5, mitte) wurde diese Ausgansgeometrie dann so optimiert, dass sich eine möglichst leichte, belastungsgerechte Struktur ergab. Dabei wurden die oben genannten Kräfte und Lastfälle verwendet. Bild 5 rechts, zeigt ein gerendertes Bild des endgültigen CAD-Modells.
Zur belastungsgerechten Auslegung des Unterteils wurde ein Carbonrohr mit den bekannten Methoden der Technischen Mechanik gegen Druckversagen und Knicken dimensioniert. Für die Testperson ergab sich ein Rohr mit dem Außendurchmesser 22 mm und einer Wandstärke von 2 mm. Carbonrohre und Gummikappen mit diesem Durchmesser sind standardmäßig verfügbar.
Prototyp
Zum Aufbau eines Prototypen wurden Oberteil, Griff und Polsterelemente mittels FDM-Verfahren hergestellt (FDM: Fused Deposition Modeling; Schmelzschichtverfahren). Als Material wurde ABS (Acrylnitril-Butadien-Styrol) verwendet. ABS zeichnet sich durch eine hohe Festigkeit, Zähigkeit und Steifigkeit aus. Es ist zudem gut beständig gegen Öle und Fette sowie Witterung und Alterung. Griff und Polsterelemente wurden wegen seines elastischen und dämpfenden Verhaltens mit TPU (Thermoplastisches Polyurethan) gedruckt.
Bild 6 zeigt an zwei Exemplaren die, für den 3D-Druck typische Oberflächen, deren Qualität maßgeblich durch die Bauteilgeometrie, die Schichthöhe beim Drucken und die Bauteilorientierung im Druckraum beeinflusst wird. Durch eine mechanische Nachbearbeitung oder Bedampfung mit speziellen Lösungsmitteln kann die Oberfläche nachträglich geglättet werden.

Konventionelle Unterarmgehstützen wiegen etwa 500 bis 550 g. Der an die Testperson angepasste Prototyp hat ein Gewicht von rund 445 g (ohne Beleuchtung). Es konnten demnach rund 50 bis 100 g, umgerechnet 20% eingespart werden, wobei hier noch weiteres Optimierungspotential vorhanden ist. Die Verteilung des Gewichtes auf die einzelnen Bauteile zeigt Tabelle 2. Der komplette Prototyp, inklusive Beleuchtung, wiegt 472 g und ist damit immer noch leichter als eine konventionelle Gehstütze.

Es konnte gezeigt werden, dass mit Hilfe des 3D-Druckes eine individuelle, belastungsgerechte Anpassung von Unterarmgehstützen an Patienten technisch und wirtschaftlich möglich ist, indem für eine Testperson exemplarisch ein Prototyp realisiert wurde. Ermüdungsprüfungen und Fallprüfungen bei niedriger Temperatur nach DIN EN ISO 11334-1 müssen noch durchgeführt werden, trotzdem erscheint es denkbar, dass in naher Zukunft Orthopädietechniker, gegeben falls in Zusammenarbeit mit Fertigungs- oder Konstruktionsdienstleistern, Unterarmgehstützen mit Hilfe additiver Fertigungsverfahren individuell an Patienten anpassen.
Autoren:
- Prof. Dr.-Ing. Raimund Kreis lehrt an der Hochschule Landshut Konstruktion und Entwicklung sowie Technische Mechanik.
- B.Eng. Veronika Selmaier ist Absolventin des Studienganges Ingenieurpädagogik der Hochschule Landshut.
- Prof. Dr.-Ing. Norbert Babel leitet das Labor für Additive Fertigung der Fakultät Maschinenbau an der Hochschule in Landshut. Seine Fachgebiete sind CAD, Reverse Engineering, Additive Manufacturing und Konstruktion.



