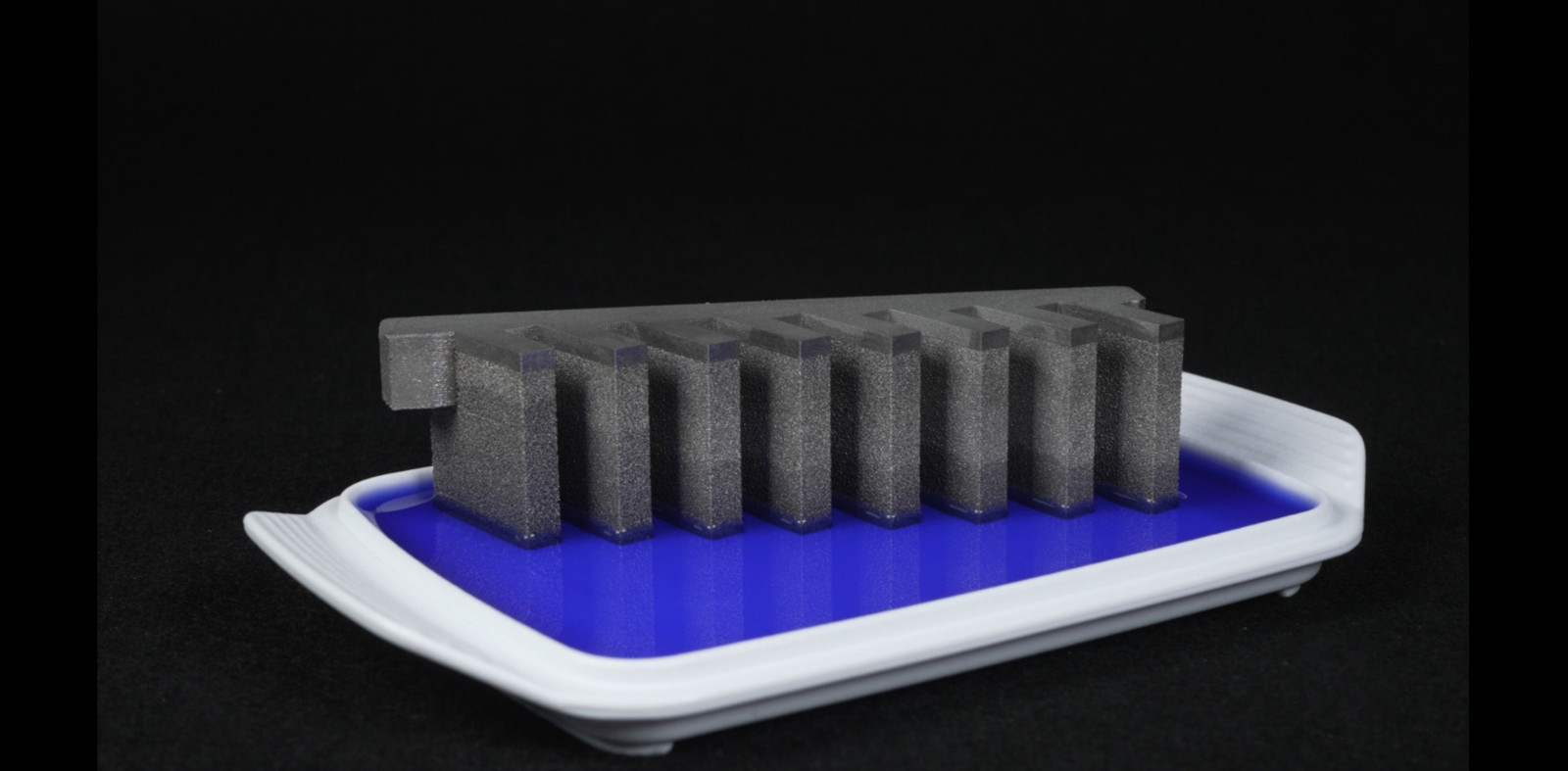

Er hält ein längliches, metallenes Demoteil in den Händen. Acht rechteckige Blöcke ragen aus einem Querriegel hervor. Christoph Kiener, Principal Key Expert Functional Design for Manufacturing bei Siemens, stellt es in Alkohol. Binnen Sekunden saugt sich der linke Block mit der Flüssigkeit voll. Der Block neben ihm braucht etwas länger, der ganz rechts ist noch nicht mal zu einem Viertel vollgesogen.
Für winzige Löcher in 3D-gedruckten Bauteilen sind besonders harzbasierte Verfahren bekannt. Denn das Support-Harz lässt sich einfach aus den winzigen Öffnungen herausschmelzen. Auch Xjet stellt mit seinem Nanoparticel-Jetting seit Jahren sowohl in Keramik als auch Metall entsprechende Bauteile vor. Dass der winzige Punkt ein durchgehender Hohlraum ist, erkennt man oft nur, wenn man das Bauteil gegen eine Lichtquelle hält. Kapillaren sind in der Additiven Fertigung also nichts Neues.
Doch bei der Demonstration von Kiener handelt es sich nicht um durchgehende Löchlein – sondern um Netzwerke poröser Strukturen. Im LPBF (laser powderbed fusion oder SLM) gab es schon vor rund 15 Jahren Versuche damit. Doch so richtig erfolgreich waren sie nicht. Der Grund: Die Laserqualität war nicht gut genug. Inzwischen sind nicht nur die Laser stärker, sondern auch die Drucker mehr auf eine industrielle Fertigung ausgelegt und Konstruktionsprogramme bieten Algorithmen für Additive Fertigung.
Bei Siemens wird schon seit einigen Jahren mit gedruckten porösen Strukturen experimentiert. Als Kiener, der Chemiker, 2013 zum ersten Mal poröse, metallische Strukturen aus dem 3D-Drucker sah, hatte sich sein Kollege, der sich auf Maschinensteuerung spezialisiert hat, schon einige Jahre damit beschäftigt. Kiener interessierte sich schon länger dafür, welche Bedingungen man verändern muss, damit Moleküle in Fluidströmungen sich auf eine definierte Art verhalten. „Und jetzt kann man mit Additiver Fertigung Strukturierung im Zentimeter- oder Dezimeterbereich und Strukturierung mit definierten Kanälen von 50 bis 500 µm herstellen – gleichzeitig, aus dem gleichen Grundmaterial, in einem Prozess, ohne Zusatzmaschine, ohne zusätzlichen Fertigungsschritt!“ ist Kiener immer noch begeistert.
So entstehen poröse Strukturen im 3D-Druck
Wie entsteht die Kanal-Struktur in den porösen Bauteilen? „Ein guter Vergleich ist Weben“, erklärt Kiener. „Wir legen die Schichten wie Webmuster übereinander, eine Schicht über die andere. Daraus ergibt sich die Kanalstruktur. Man kann verschiedene Muster übereinander legen oder dasselbe Muster in einem anderen Winkel obendrauf.“
Die Strukturen werden nicht im CAD designt. Poröse Strukturen zu drucken ist derzeit noch viel Trial & Error – und zwar an der Maschine. Denn um die Strukturen zu erzeugen, verändert das Siemens-Team die Maschinenparameter; um genau zu sein: die Steuerungsparameter für den Laser. Sie verschieben beispielsweise den Fokuspunkt des Lasers, verändern den Abstand des Lasers zum Pulverbett oder beeinflussen das Schmelzbad, indem sie die Laserleistung, die Geschwindigkeit, mit der der Strahl auf das Pulver trifft, und den Abstand der Bahnen verändern. Oder sie fahren den Laser zusätzlich im Pulsbetrieb.

Additiv Fertigen mit grünem Laser
„Wir arbeiten ähnlich wie bei der Entwicklung von Parametern für eine neue Legierung“, erklärt Kiener. Manche Parameterkombinationen erzeugen nicht genug Festigkeit und das gedruckte Teil ist brüchig. Aber mit vielen Kombis entsteht eine feste, belastbare Struktur, die ein durchgängiges Kanalsystem mit definierten Eigenschaften hat. Diese Kombinationen werden in Datenbanken erfasst, damit ein Ingenieur später damit arbeiten kann.
Berechnen können sie die Porosität schon, aber noch nicht die Parametrierung. Für jede Legierung und jede neue Pulvercharge müssen sie neue Parameter finden, auch für jeden Grad an Porosität. Die Porosität entsteht durch die Maschinenparameter, man kann im CAD nichts davon sehen. Das Siemens-Team weist verschiedenen CAD-Objekt-Bodys unterschiedliche Parameterkombinationen zu. Vorerst noch direkt in der Bediensoftware. Künftig könnten PLM-Softwareprogramme solche Makros oder Programme enthalten, die die Parameter einstellen.
Messverfahren und Simulation aus anderen Bereichen
Damit der Vorgang – und vor allem das Ergebnis – wirklich planbar wird und automatisiert abläuft, braucht das Team um Kiener mehr Infos über die Mikrostrukturen der gedruckten, porösen Teile. Röntgentomografie ist die Methode ihrer Wahl. Denn damit bekommen sie die perfekte Abbildung der Geometrie – ohne, dass das Bauteil zerstört wird. Um ihre Bauteile zu vermessen, nutzen sie Synchrotronstrahlung am Elektronensynchrotron im französischen Grenoble. Mit dieser sehr präzisen Röntgenstrahlung wird die Struktur des Materials in wenigen Minuten vermessen, in der Auflösung von 1 bis 2 µm. Zum Vergleich: Ein menschliches Haar hat einen Durchmesser von etwa 40 µm. Aus diesen dreidimensionalen Pixeln (Voxeln), lässt sich wie aus Legosteinen das poröse Objekt im Computer nachbilden.

LPBF oder 3D-Druck mit Sand?
„Gebe ich die Voxel-Informationen von meinem Test-Objekt in eine Simulationssoftware ein, entsteht am Rechner das Gerüst des Metallgefüges und das Kavernengerüst. Wenn ich dann in der Simulation ein Druckgefälle anlege, kann ich die Strömung in den Kanälen simulieren“, sagt Kiener, „und sogar die Tortuosität bestimmen.“ Die Tortuosität gibt an, wie verwinkelt die Kanäle sind. Im Bereich poröse Metalle wurde dazu bisher wenig geforscht, aber aus der Geologie können sie einiges übertragen. So findet das Team Antworten auf: Wie sehen die Kanalstrukturen aus? Und: Wie errechnet sich die Wärmeleitfähigkeit durch so ein Objekt?
Derzeit finden sie heraus, wie Flüssigkeit in die Metallobjekte kondensieren kann. Die Ausgangsfrage dazu: Wenn in einem warmen Raum ein Metallblock abkühlt und der Dampf zum Metall hin kondensiert, wie müssen die porösen Strukturen aussehen, damit der Dampf als Flüssigkeit in die Kanäle eingesogen wird? Erschwert wird die Ergebnisfindung dadurch, dass sich die nötige Porosität je nach Flüssigkeit unterscheidet.
Sind die Strukturen reproduzierbar?
Wurden die richtigen Parameter für die passenden porösen Strukturen gefunden, kann man sie dann einfach so nachdrucken? „In ihrer Funktion, ja“, antwortet Kiener. „Wie genau sich die einzelnen Pulverkörner zu den Strukturen zusammensetzen, das können wir nicht sagen, das ist Stochastik. In verschiedenen Stückchen Würfelzucker liegen die Zuckerkristalle auch nicht an derselben Stelle, trotzdem sind die Eigenschaften gleich. Wenn wir aber die Einflussfaktoren verstehen und konstant halten, können wir reproduzierbare Funktionalität erzeugen. Das heißt: Die Maschine muss qualifiziert sein und jeden Tag das Gleiche liefern. Und andere 3D-Drucker müssen ebenfalls kalibriert sein, um mit denselben Werten Bauteile in derselben Qualität zufertigen.“
Damit die Maschinen das hinbekommen, müssen alle Einflussfaktoren bekannt sein – und man muss sie konstant halten können. Anfangs arbeitete das Team bei Siemens auf nur einem Laserschmelzdrucker, inzwischen sind die Ergebnisse auf mehreren Anlagen reproduzierbar. Das Siemens-Team achtet allerdings auch darauf, dass die Drucker gut kalibriert sind und führt Studien zur Reproduzierbarkeit durch. Zusätzlich muss auch die Pulverspezifikation genau stimmen. Denn sind die Pulverkörner unterschiedlich groß, werden auch die Kanäle anders.
Mit seiner ersten Legierung hat Kieners Team 31 verschiedene Strukturen erarbeitet, vermessen und eine Datenbank mit den Eigenschaften angelegt. Das heißt, sie kennen die Permeabilität und Wärmeleitfähigkeit in alle drei Raumrichtungen, die Tortuosität und die dafür einzustellenden Maschinenparameter. In einem Forschungsprojekt werden aktuell für weitere Legierungen insgesamt 250 Strukturen ermittelt.
Vorteile poröser Strukturen aus dem 3D-Druck
Die Strukturen sind keine neue Erfindung. Konventionell gefertigte poröse Metall-Sintermaterialien (auch Sinterfritten) sind für wenige Euro zu haben. Oft werden dafür Messingkügelchen in eine Form geschüttet, gepresst und gesintert. Der Nachteil: ein festes Verhältnis zwischen Kugel-Durchmesser und freiem Raum. Auch bei nicht kugelförmigen Metallpartikeln, die zusammengepresst und gesintert werden, gibt es immer ein bestimmtes Verhältnis zwischen Festkörper und Leerraum.
Eine weitere konventionelle Herstellungsweise, um Sinterfritten herzustellen, ist Weben. Fein gewobene Edelstahlmatten als Metallgitter für Filter sind ein Beispiel dafür. Sie sind kostengünstig und sehr präzise in der Herstellung, allerdings immer flächig. Wer ein kugelförmiges Objekt will, muss mehrere Metallgitter zusammenschweißen. Das ist nicht so einfach und so wirklich rund wird es auch nicht.

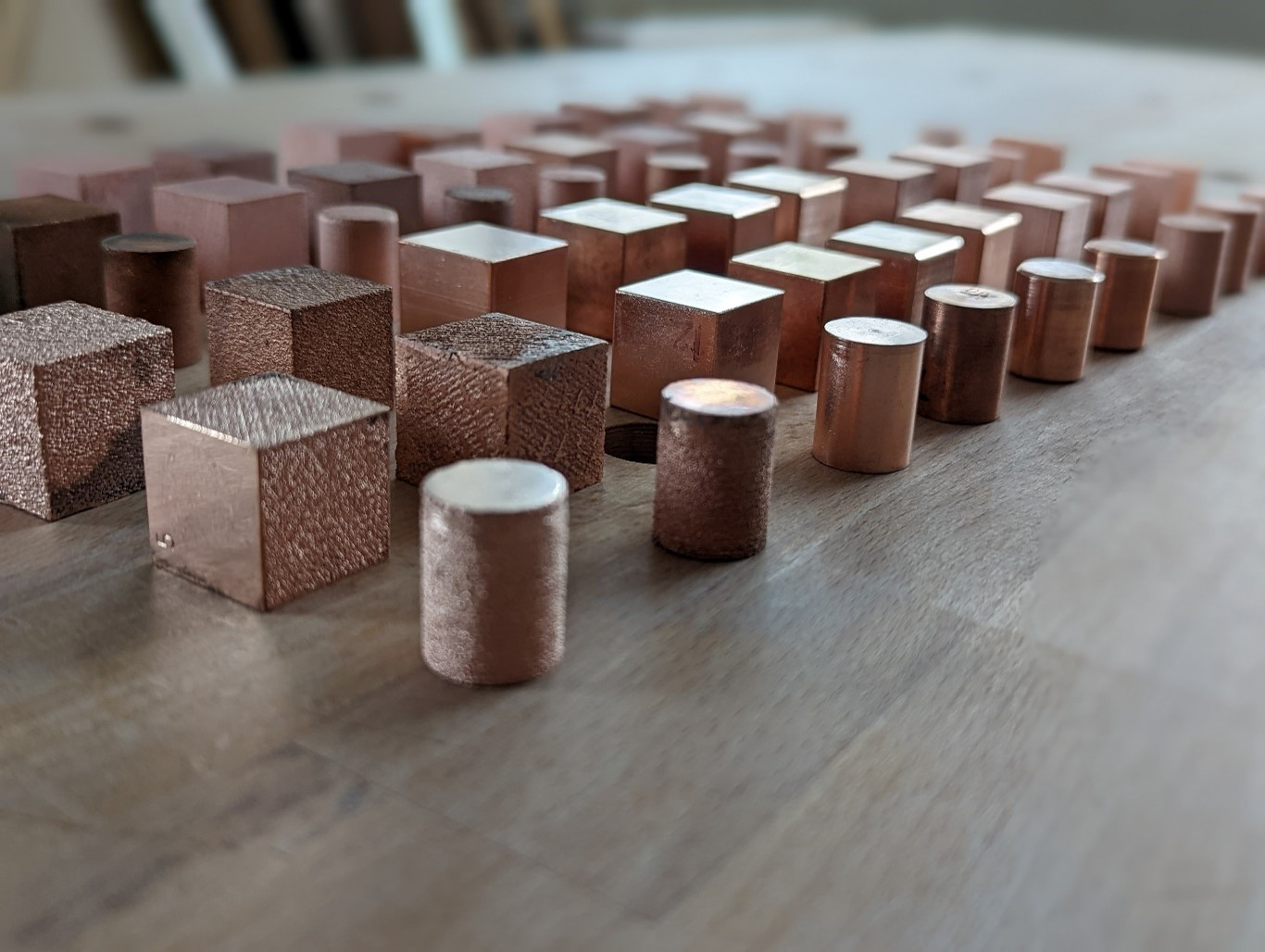
Was kann 3D-Druck mit Kupfer?
„Mit der Additiven Fertigung können wir das Verhältnis von Solidmaterial zu freiem Raum relativ frei definieren“, erklärt Kiener einen Vorteil seiner Arbeit. „Jetzt sind beliebige Kombinationen möglich: sowohl viel als auch wenig festes Material, und sowohl ein kleiner als auch ein großer freier Raum für offene Kavitäten.“ Dadurch sind Strukturen mit hoher Wärmeleitfähigkeit möglich, bei denen das Metall relativ dicht ist, die aber trotzdem ein bestimmtes Porengefüge aufweisen. Das geht mit den konventionellen Verfahren nicht.
Das gleiche funktioniert auch für Kühlung. „Mit unserer Software, die Strömungen um ein Objekt im Windkanal berechnet, finden wir die optimale Kombination verschiedener Porositäten und zusätzlich den Ort, wo sie platziert sein müssen, damit der von außen anliegende Druck kompensiert wird“, so Kiener. In einem per Additiver Fertigung hergestellten Bauteil können also auch unterschiedliche Porositäten vorkommen.
Wie in Kieners Demoteil vom Beginn des Beitrags, das er auf der Formnext zeigte. Dessen Porosität bewegt sich von 70 % ganz links bis 10 % ganz rechts. Der linke Block, der sich so schnell vollgesogen hatte, besteht also nur zu 30 % aus Edelstahl. Die Flüssigkeit ist Isopropanol. Die Strömung innerhalb des Objektes hat Kiener mit einem CMT simuliert, für die Konstruktion aber Heeds genutzt.
Postprocessing mit Luft und Wasser
Über die Analyse im Synchrotron zeigen sich kleine Restpartikel, die zwischen den porösen Strukturen liegen. Um diese rauszubekommen wendet Siemens Druckluft an. Aber das löst nicht alle Körnchen. Die restlichen Partikel versuchen sie mit einem Wasserdruck von 100 bar wegzuspülen. Auch Entpulvern mit anderen Waschverfahren oder per Vibration ist möglich. Wichtig ist, dass es vor dem Sintern geschieht. Denn die Wärmebehandlung würde die Partikel ankleben und die Kanäle womöglich verstopfen.
Bisher hat das Siemens-Team seine Teile noch nicht gesintert, Erfahrungen bezüglich der Schrumpfung bestehen also noch nicht. „Die makroskopische Struktur wird sich nach der Wärmebehandlung nicht sonderlich verändern“, ist Kiener überzeugt. Er vermutet: „Partikel, die nur lose oder mit einem ganz dünnen Hals angeschweißt sind, sind dann besser fixiert. Dadurch wird die Durchströmung definierbarer.“
Wofür eignen sich die gedruckten porösen Strukturen?
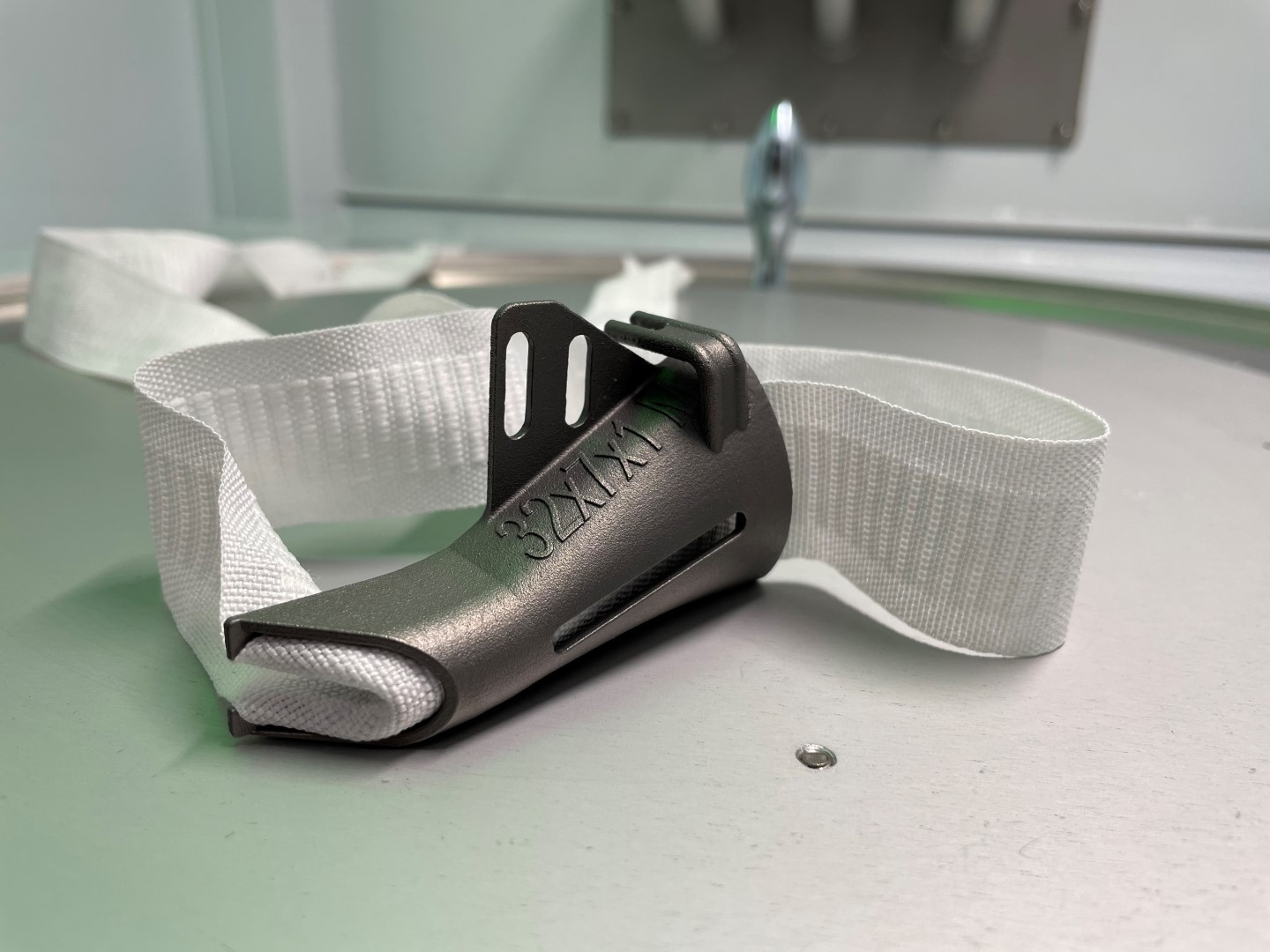
Mögliche Anwendungen sieht Siemens hauptsächlich in der Prozessindustrie, der Energieverfahrenstechnik, in der Luft- und Raumfahrt – aber auch in vielen Anwendungen im Maschinenbau. Zum Beispiel, um Überdruck auszugleichen, Temperatur besser zu steuern oder um Flüssigkeiten aufzusaugen. Der Konzern selbst setzt die porösen Metallstrukturen bei einer Luftabströmschraube ein. Aber auch dort, wo leichte Gegenstände an Metall entlanggeführt werden, sind poröse Strukturen hilfreich. Wird durch sie Luft geblasen, können Objekte auf einem Luftfilm auf einer reibungsarmen Gleitfläche schweben. Gegenstand und Metall werden geschont. Das Gros der Anwendungen wird sich allerdings erst noch finden.
Bis die Strukturen anwendungstauglich sind, ist noch viel zu tun. Im Vordergrund steht derzeit, die Material- und Strukturdatenbank weiter auszubauen. Das würde Siemens gerne mit Partnern angehen. Die Idee: Der Konzern erschließt die nötige Logistik und er sowie seine Partner schicken ihre Struktur-Proben ans Synchrotron. Dort werden sie vermessen und an denjenigen zurückgeschickt, der sie hingeschickt hat. Das herstellende Unternehmen besitzt dann ihre geometrische Struktur, die Maschinenparameter, mit der sie gebaut wurden, und die ausgewerteten Parameter (Permeabilität, Porosität, Tortuosität).
Diese Daten kann ein Ingenieur in seinem CAD nutzen. Erst, wenn er tatsächlich das Objekt gedruckt hat, zahlt er für die Bereitstellung der Daten. „Bezüglich Kooperationen in Ecosystemen sind wir für vieles offen“, ergänzt Kiener. „Wichtig ist, dass die Technologie gemeinsam vorangetrieben wird und in einer Zusammenarbeit alle Partner gewinnen.“