Die hohen Qualitätsstandards der Automobilindustrie erfordern höchste Prozesssicherheit bei den Zulieferern und das bei fortwährender Kostenoptimierung. Das gilt auch für das Verbinden von Litzen. In modernen Kraftfahrzeugen sind immerhin mehrere Kilometer Kabel verlegt. Als ‚Nervensystem‘ sorgen sie dafür, dass das Auto anspringt, die Scheinwerfer leuchten oder Reifendruck und Ölstand am Bordcomputer angezeigt werden. Die zahllosen Kabel müssen fehlerfrei verbunden sein, um ein Autoleben lang zuverlässig zu funktionieren. Ultraschallschweißen ist deshalb oft die beste Wahl, sowohl aus technischen als auch aus wirtschaftlichen Gründen.
Technisch und wirtschaftlich überzeugend
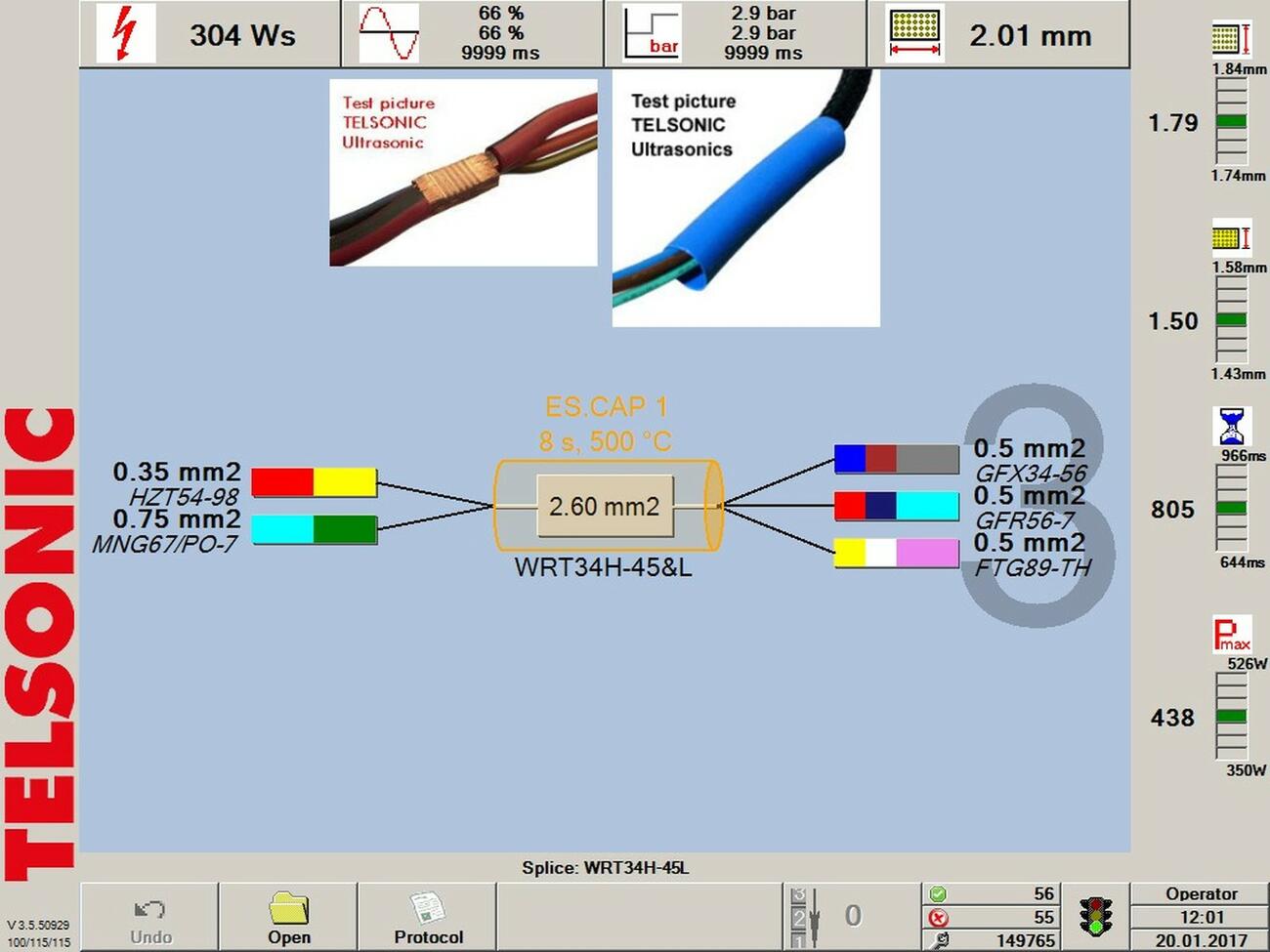
Beim Ultraschallschweißen erzeugt ein akustisch ausgelegtes Werkzeug hochfrequente Schwingungen. Durch diese hochfrequenten, mechanischen Schwingungen werden die zu verbindenden Teile in Schwingung versetzt, was Wärme erzeugt, die Materialgrenzen ‚aufbricht‘ und die Fügepartner dadurch miteinander verschweißt. Auf diese Weise entstehen hochfeste Verbindungen mit sehr guter elektrischer Leitfähigkeit. Gleichzeitig ist das Verfahren schnell, kostengünstig und umweltfreundlich, da es keine Zusatzstoffe wie Kleber, Lot oder sonstiges Verbrauchsteile braucht. Der Prozess ist zuverlässig und sicher, da der Schweißvorgang nur über wenige Parameter konfiguriert wird und sich über vier Ergebniswerte einfach überwachen lässt. Das sind die Schweißenergie, -kraft und -amplitude, sowie Schweißdauer, - höhe und -breite, sowie die maximale Leistung.
Der Trend zur Miniaturisierung macht heute auch nicht vor der Verkabelung und den Verbindungen zwischen den Leitungen halt. Die Gehäuse, welche die Verbindungen schützen, sollen möglichst klein sein, damit sie möglichst wenig Einbauplatz benötigen. Das heißt, die abisolierten Kabelenden werden immer kürzer. Während bislang beim Mantel Längen von 6 bis 8 cm als Standard galten, sind heute immer häufiger 4 oder sogar nur noch 3 cm erwünscht. Ähnliches gilt fürs Verschweißen verdrillter Leitungen. Um Störungen zu vermeiden, sollen die unverdrillten Enden möglichst kurz ausfallen. Mit Standardwerkzeugen lassen sich die Verbindungen dann in beiden Fällen kaum mehr herstellen, die abisolierten oder unverdrillten Kabelenden sind dafür nicht mehr lang genug. Ist der Fingerschutz geschlossen, wird die zweite Schweißung zum Problem.
Alles wird kleiner und die Werkzeuge passen sich an
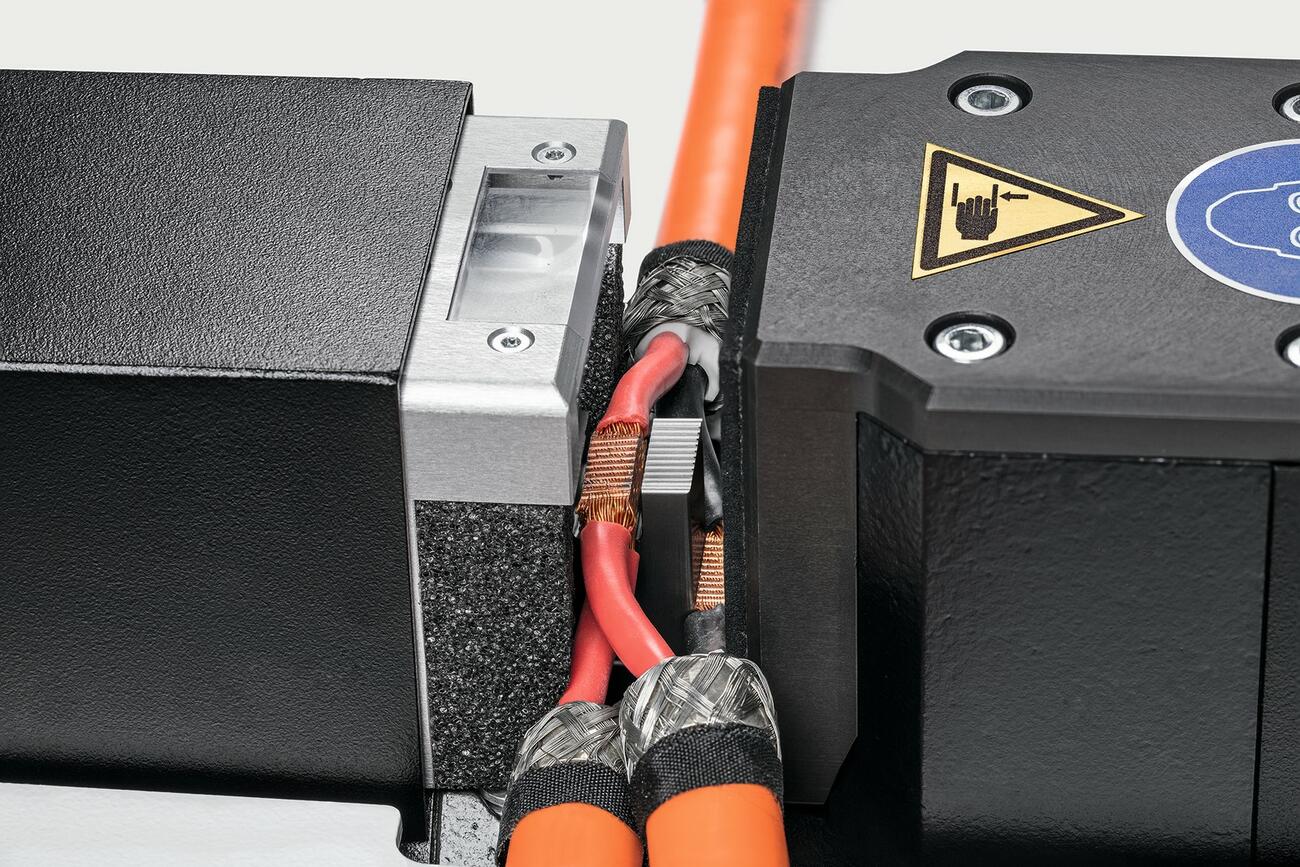
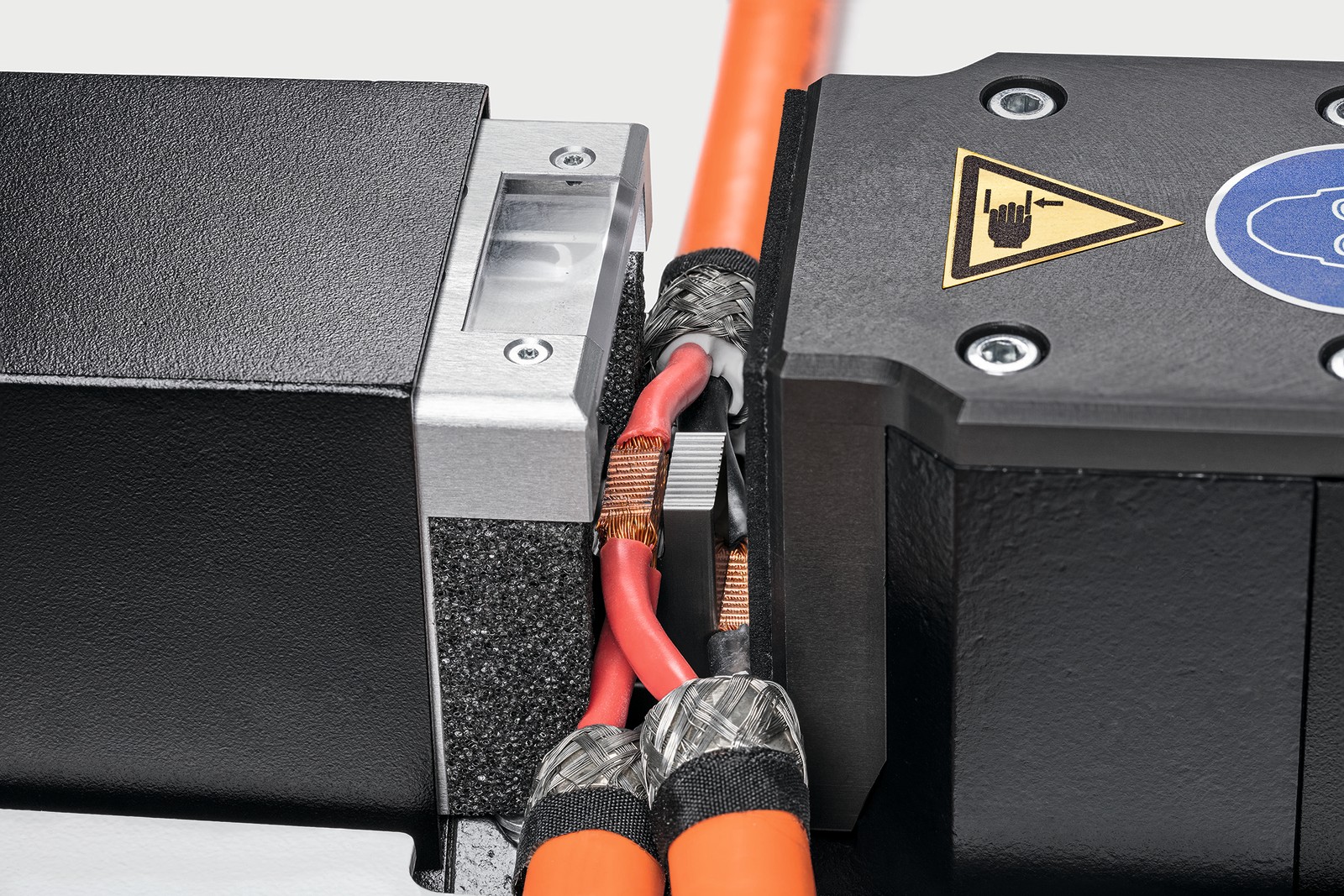
Die Telsonic AG hat jetzt gehandelt und für ihre TelsoSplice-Ultraschall-Schweißanlagen spezielle Werkzeuge entwickelt. Das Werkzeugset, basierend auf dem Standardwerkzeug, bestehend aus Sonotrode, Amboss und Ambossplatte, wurde so modifiziert, dass selbst kurz abisolierte Kabel und kurze, unverdrillte Leitungsenden problemlos verschweißt werden können. Ein regelbarer Schrittmotor treibt dazu den modifizierten Seitenschieber an. Dieser schiebt die Litzen – je nach Knotendefinition – zum Beispiel auf 2 mm zusammen. Dafür sorgt eine speziell ausgeformte Nase, wodurch der erste Knoten vor dieser und der zweite dahinter geschweißt werden kann. Auch der Fingerschutz ist an die veränderte Geometrie angepasst.
In der Praxis hat sich das neue Werkzeug bereits bewährt, zum Beispiel bei Hochspannungskabeln. Drei Kabel mit jeweils zwei Leitern kommen hier so zusammen, dass jeweils gleichfarbige Litzen in einer Y-Verbindung (also 2 auf 1) zusammengeschweißt sind. Die Abisolierlänge der Litzen beträgt in diesem Fall 15 mm; die des Kabelmantels auf jeder Seite 3,5 cm. Die gesamte Verbindung (Kompaktierung) ist also nur 70 mm lang. So ergibt sich eine praxisgerechtere Alternative zum aufwändigeren Crimpverfahren.
Auch wenn verdrillte Leitungen, beispielsweise für CANopen-Anwendungen verschweißt werden, ergeben sich Vorteile: Die Leitungen sollen hier bis etwa 40 mm vor der Verbindung verdrillt bleiben. Hier werden mit dem neuen Schweißwerkzeug zwei Paar jeweils miteinander verdrillter Leiter miteinander verbunden; jeweils gleichfarbige Litzen werden verschweißt. Der Leiterquerschnitt liegt hier üblicherweise zwischen 0,25 mm² und 2,5 mm². Die Litzen sind auf einer Länge von ca. 16 mm abisoliert; die unverdrillte Litze vor der Verbindung ist ca. 40 mm lang.
Bedienerfreundlich
Da sich die Werkzeuge schnell und unkompliziert wechseln lassen, sind die Umrüstzeiten bei einem Chargenwechsel kurz. Aluminium und Kupfer-Aluminium-Kombinationen können mit derselben Maschine geschweißt werden. Das Litzenschweißgerät ist robust und kann Litzenknoten von 0.26 mm² bis 40 mm² Querschnitt zuverlässig schweißen. Einzelne Knoten sind ebenso möglich wie Knotensequenzen. Der Ultraschallgenerator mit einer Leistung von 3,6 kW arbeitet mit einer Frequenz von 20 kHz. Die menügeführte Software mit Touchscreen-Bedienung und übersichtlicher Gliederung lässt ein effizientes Einrichten und Arbeiten zu. Ein Knoteneditor ermöglicht schnell neue Konfigurationen. Auch darüber hinaus sorgt die selbsterklärende Steuerungssoftware mit Touch-Screen-Bedienung und übersichtlicher Gliederung für effizientes Arbeiten.
Die vorgeschriebene Qualitätskontrolle erleichtern Qualitäts-Toleranzfenster, welche im Einrichtbetrieb für alle Schweißresultate eingestellt werden. Für Knotenhöhe, Schweißzeit sowie maximale Leistung lassen sich obere und untere Grenzwerte setzen, deren Über- oder Unterschreiten eine Warnmeldung auslöst. Statistische Auswertungen, automatisches Kalibrieren, das Maintenance-Menü für Wartungsarbeiten, Referenzbetrieb und ein Ultraschall-Testmodus ergänzen die Funktionen.