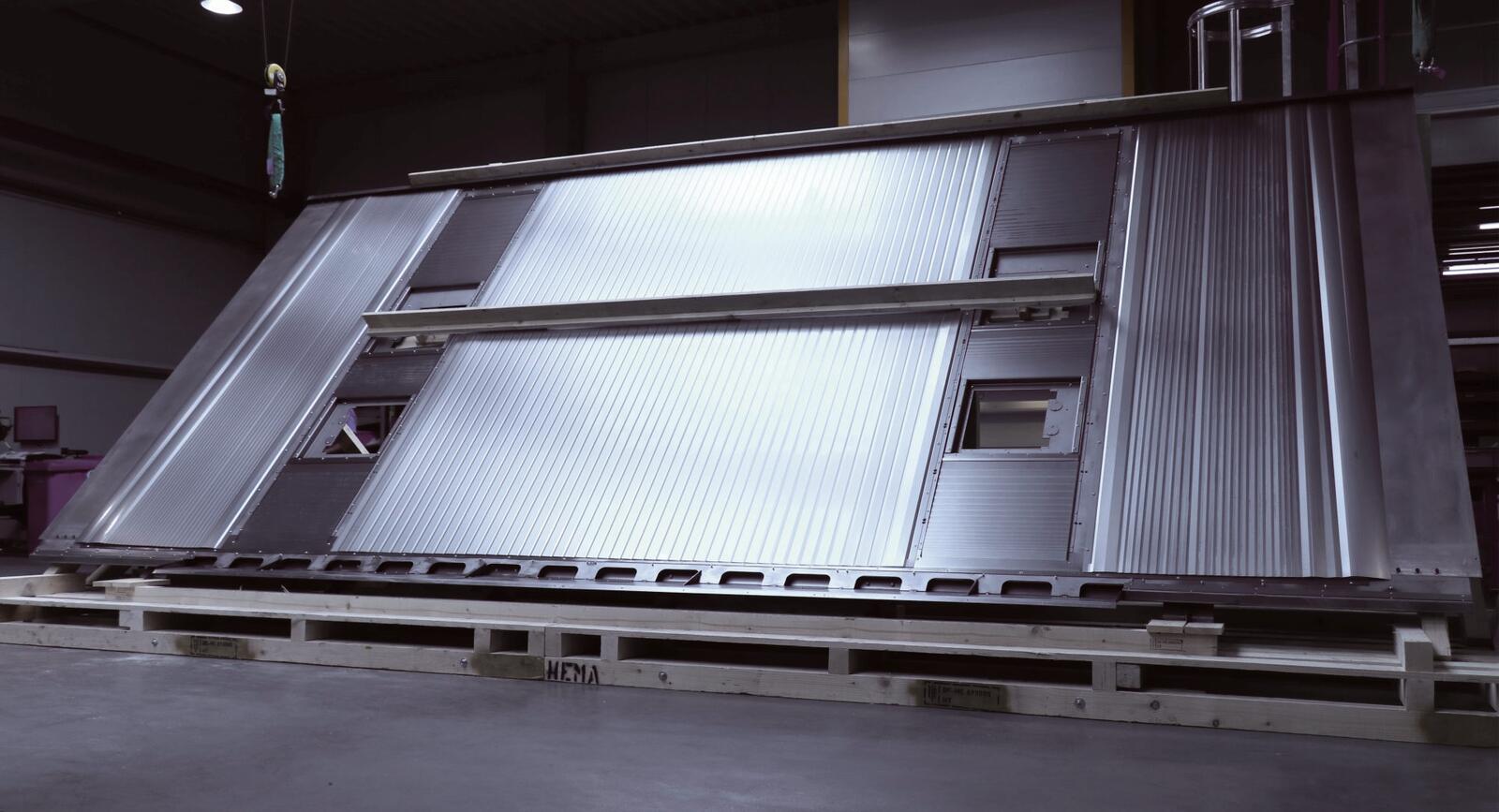
Mit Außenabmessungen von rund 6,60 m Länge und 3,30 m Höhe zählt das aktuelle Rückwandprojekt zwar nicht zu den größten Hema-Rückwandsystemen. Die Abmessungen sind aber dennoch logistisch und fertigungstechnisch anspruchsvoll, da die Rückwand wie üblich komplett bei Hema zusammengebaut und dann montagefertig in einem Stück an den Kunden ausgeliefert wurde. Die Konstruktion wurde bereits bei der Konzeption der Maschine eingebunden, um ein optimales Ergebnis zu erzielen und damit nach dem Einbau in der Kundenmaschine sämtliche Abmessungen ohne „Generalprobe“ millimetergenau passen.
Schutz von sensiblen Maschinenteilen
Die Rückwand ist eine komplette Neu- und Eigenentwicklung von Hema. Der Kunde hatte als Parameter die Einbaugröße, die Abmessungen der Spindeln sowie den notwendigen Platz zum Verfahren der Spindeln vorgegeben. Die CNC-Maschine ist ein neues Schlüsselprojekt für künftige Serien in der Elektromobilität. In ihr sollen Fräsbearbeitungen an großen Aluminiumteilen vorgenommen werden. Das Späneaufkommen und die resultierende Beanspruchung der Rückwand durch Späne und Kühlschmiermittel ist entsprechend hoch veranschlagt. Die Maschine wird mit vier Spindeln mit Bearbeitungsköpfen ausgestattet, diese werden von der Rückwand flexibel umschlossen, so dass der Bearbeitungsraum von den dahinterliegenden Achsen und sensiblen Maschinenteilen abgeschirmt wird. Die Rahmenkonstruktion der Rückwände wird aus verwindungssteifem Stahlblech hergestellt. Durch ein spezielles Verfahren wurde die dynamische Belastung der Schutzsysteme optimiert, so dass es bei hohen Verfahrgeschwindigkeiten der Maschine nur zu geringer Wellenbildung kommt.


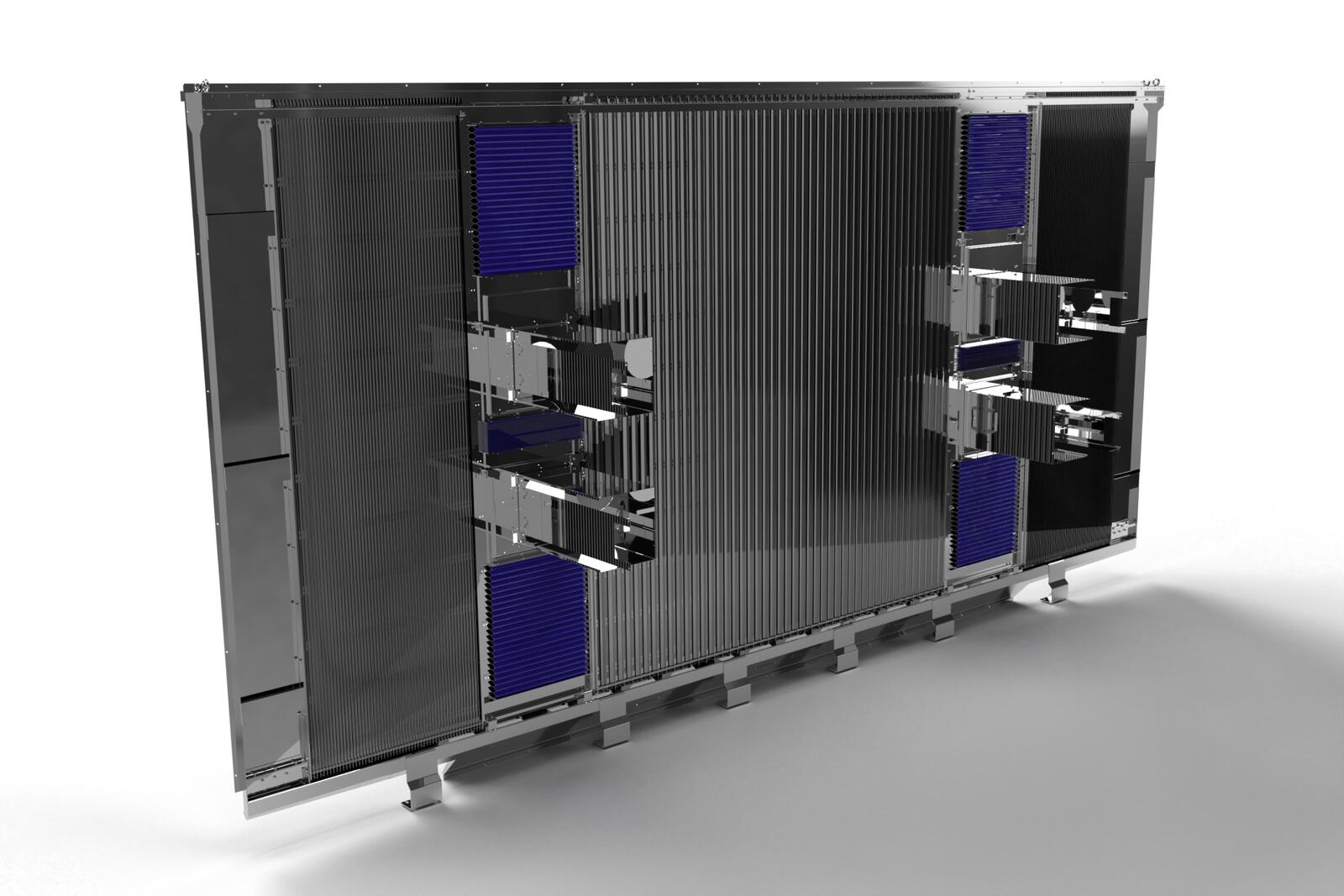
Bewegliche Spindeln erfordern neun Faltenbälge
Es handelt sich bei diesem Schlüsselprojekt um eine Maschine mit zwei Maschinenständern und vier Spindeln. Je zwei Spindeln sind übereinander auf einem Maschinenständer angeordnet und können unabhängig voneinander vertikal verfahren werden. Die Maschinenständer können sich horizontal unabhängig bewegen. Im Betrieb kommt es zu Beschleunigungen von bis zu 1 g, die Verfahrgeschwindigkeit kann bis zu 60 m/min betragen. Damit die Rückwand bei vier unabhängig voneinander beweglichen Spindelaufnahmen immer vollständig geschlossen ist, mussten neun Faltenbälge verbaut werden. Drei Faltenbälge mit einer Höhe von jeweils über drei Metern und einem Auszug von rund vier Metern sind vertikal hängend in der x-Achse der Rückwand neben und zwischen den Maschinenständern angeordnet. Die Faltenbälge mit Federstahllamellen entstammen der SAMURAI-Serie und wurden mit zusätzlichen Elementen aus einem speziellen Material versehen, um die Vorspannung der Lamellen zu erhöhen. An jedem Maschinenständer befinden sich wiederum drei Faltenbälge in der y-Achse, die horizontal angeordnet sind. Die Faltenbälge in der y-Achse decken den Raum über, unter und zwischen den Spindelkästen. Der Hub der y-Achse beeinflusst den Zusammendruck bzw. den Auszug der sechs kleineren Faltenbälge dieser Achse und definiert den Mindestabstand zwischen den beiden Spindeln auf dem Maschinenständer. Solche Details wurden wie üblich im engen Kontakt zwischen den Projektpartnern frühzeitig abgestimmt. Zwischen der Freigabe der fertigen Rückwandkonstruktion und der Auslieferung der einbaufertigen Rückwand vergingen rund drei Monate, womit die Zuständigen in Anbetracht der Komplexität und des Prototypencharakters des Bauteils sehr zufrieden sind.

Edelstahllamellen sorgen für Maschinensicherheit
Die Produktion der Faltenbälge erfolgt auftragsspezifisch und kundenorientiert auf den eigens für Hema entworfenen Fertigungsanlagen. Dafür werden zunächst die Falten auf modernen Maschinen maßgenau plissiert und zugeschnitten. Der dauerhafte Verbund des Obermaterials mit den Stütz- beziehungsweise Führungsrahmen geschieht anschließend auf vielerlei Weise: Durchdachte Verbindungstechniken mit verschweißten oder thermisch verklebten Führungsrahmen zählen zum Standard. Auch laminierte, mehrlagig verklebte Ausführungen gehören zum Programm. Die Führungselemente oder Gleitmaterialen sind genietet, verpresst oder geklebt. Besonders hohe Anforderungen an die Faltenbälge gelten für Bereiche, die zum Beispiel einem starken Spänebeschuss und Funkenflug ausgesetzt sind. Für diese Anwendungen rüstet Hema die Faltenbälge zusätzlich mit Edelstahllamellen aus. Die Lamellen verhindern, dass sich heiße Späne zwischen die Falten setzen und das Gewebe beschädigen. Dieser Faltenbalgtyp wird als Samurai-Faltenbalg bezeichnet. Die Schutzabdeckungen müssen nicht nur den komplexen Geometrien in der Werkzeugmaschine folgen – gerade bei CNC-Bearbeitungszentren werden besondere Anforderungen gestellt, die aus den zunehmenden Verfahrgeschwindigkeiten resultieren. Zudem werden moderne Maschinen immer kompakter in ihren Abmessungen. Ein kleiner Bauraum hat höchste Priorität, oft soll die Abdeckung auch mehrere Achsen gleichzeitig schützen.



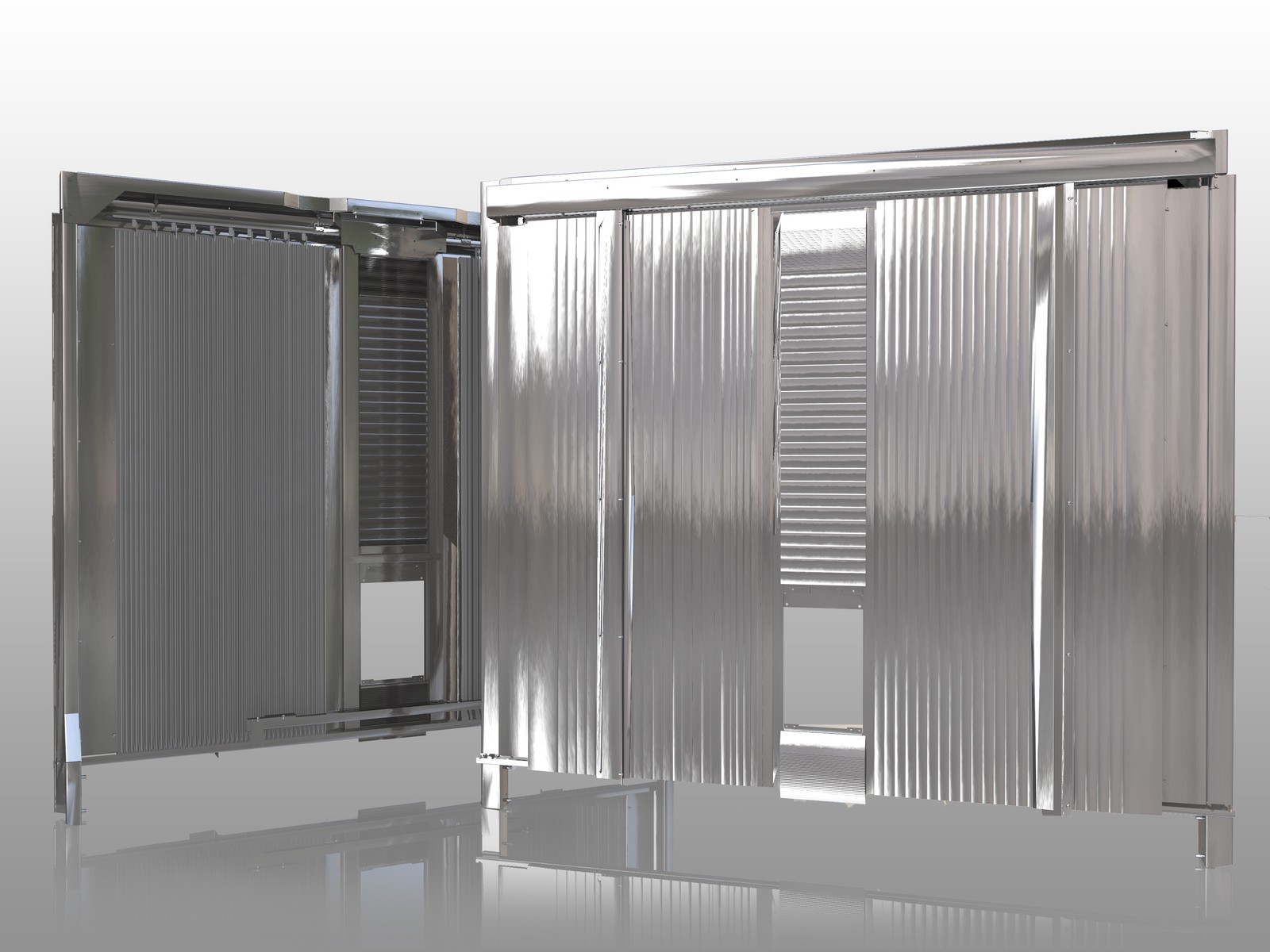
Schutz- und Abtrennsystem
Individuell konzipierte Rückwandsysteme
Rückwandsysteme schützen empfindliche Maschinenteile auf der Antriebsseite vor Verschmutzung durch den Fertigungsprozess. Für die Konstruktion von Rückwandsystemen für spanende Werkzeugmaschinen bilden die Samurai-Faltenbälge eine ideale Grundlage. Für die Verwendung in nicht-spanenden Umgebungen können die Rückwandsysteme auch auf Basis der Elastic-Faltenbälge erstellt werden. Auch können Faltenbälge auf Vorder- und Rückseite der Rückwandabdeckung verbaut werden, um einen beidseitigen Schutz zu erhalten. Individuelle Spindeldurchführungen werden in jede Rückwandabdeckung integriert. Diese müssen die Arbeitsspindel dicht, aber flexibel umschließen, da sie beim Verfahren im Arbeitsraum mitgeführt werden. Die Rahmenkonstruktion der Rückwände wird aus verwindungssteifem Stahlblech hergestellt. Ein spezielles Verfahren optimiert die dynamische Belastung der Schutzsysteme, so dass es bei hohen Verfahrgeschwindigkeiten der Maschine nur zu geringer Wellenbildung kommt. Alle Rückwandabdeckungen werden für die jeweilige Baureihe unter Berücksichtigung der individuellen Anforderungen aus Maschinengeometrie und Maschinensystem konzipiert, ausgelegt und gefertigt. Neben klassischen Rückwandabdeckungen mit Faltenbälgen für die X- und Y-Achsen und Spindeldurchführungen werden auch besondere Lösungen entwickelt, beispielsweise Trennwandsysteme für Komplettbearbeitungsmaschinen, die die Arbeitsräume voneinander abschließen.