
Im Bereich der Produktbeeinflussung hat Brockmeyer an der Helmut-Schmidt-Universität geforscht. Daraus entstand im Jahr 2010 seine Dissertation mit dem Titel „Rechnergestützte Methoden zur frühzeitigen Produktbeeinflussung und Produktabsicherung im Karosseriebau“. In dieser analysierte er, dass die Karosserieentwicklung das Ziel verfolge, ein fortschrittliches und funktionales Produkt mit einem für die Kunden markantem sowie imageprägendem Design zu entwerfen. Auf der anderen Seite fordere die Produktion minimale Herstellkosten, die Anwendung bewehrter Produktionsprozesse, geringe Fertigungszeiten und die Anpassung der Konstruktion an die Verwendung bestehender Produktionsanlagen.
Sein Kollege Lucko veröffentlichte im Jahr 2011 seine Dissertation mit dem Titel „Ein Beitrag zur Verbesserung der Zusammenarbeit zwischen Karosserieentwicklung und Produktionsplanung“, in dieser bezeichnet er die Produktion bezogen auf die Historie als entwicklungsgetrieben. Burr publizierte im Jahr 2008 seine Dissertation an der Universität des Saarlandes. Unter dem Titel „Informationsmanagement an der Schnittstelle zwischen Entwicklung und Produktionsplanung im Karosserierohbau“ veröffentlichte er die umgekehrte Behauptung, aufgrund von Wettbewerbsvorteilen produktionsgetrieben zu gestalten. Passend zu diesen Ansätzen teilte Teske im Kapitel „Karosseriebauweisen“ entsprechende Kriterien in kundenrelevant und produktionsrelevant ein. Das Kapitel von Teske wurde im Sammelwerk „Handbuch der Fahrzeugtechnik“ im Jahr 2011 vom Vieweg+Teubner Verlag herausgegeben.
Die Idee des hier vorliegenden Beitrags besteht darin, die Kriterien von Teske als erste Basis für die Einordnung in entwicklungs- sowie produktionsgetriebene Kriterien innerhalb des Karosserieentstehungsprozesses zu nutzen. Die These ist, dass der Karosserieentstehungsprozess entwicklungs- und produktionsgetriebenen Strategien zugeteilt werden kann. Als der Beginn für die automobile Entwicklung sowie Produktion gilt der Benz Patent-Motorwagen aus dem Jahr 1886, welcher in Bild 1 zu sehen ist.


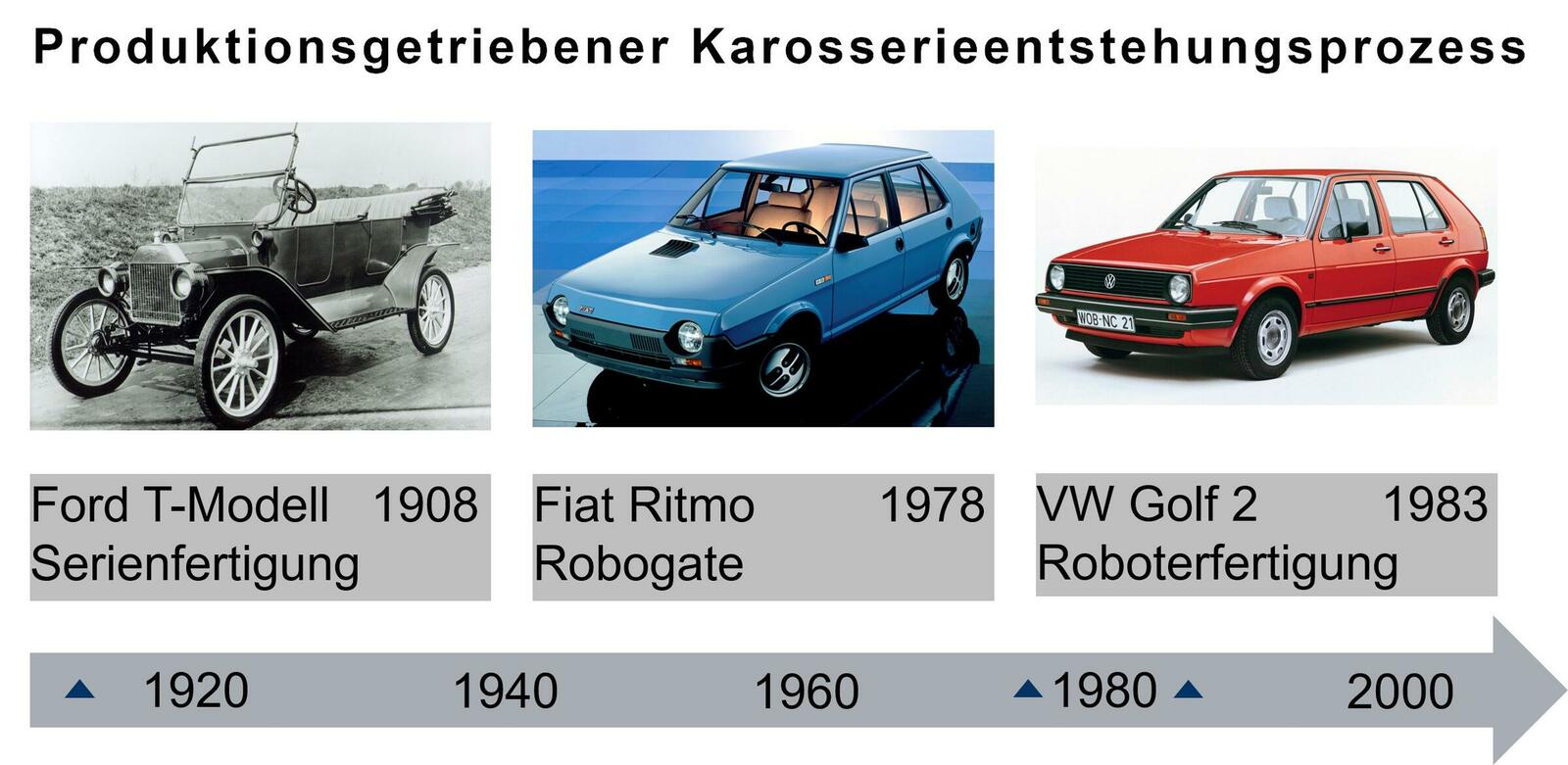
Die chronologischen Darstellungen Bild 2 und Bild 3 dienen als erste Einordnung der Beispiele aufgrund der vorgegebenen Kriterien in die Gruppen der entwicklungs- und der produktionsgetriebenen Karosserieentstehungsprozesse.

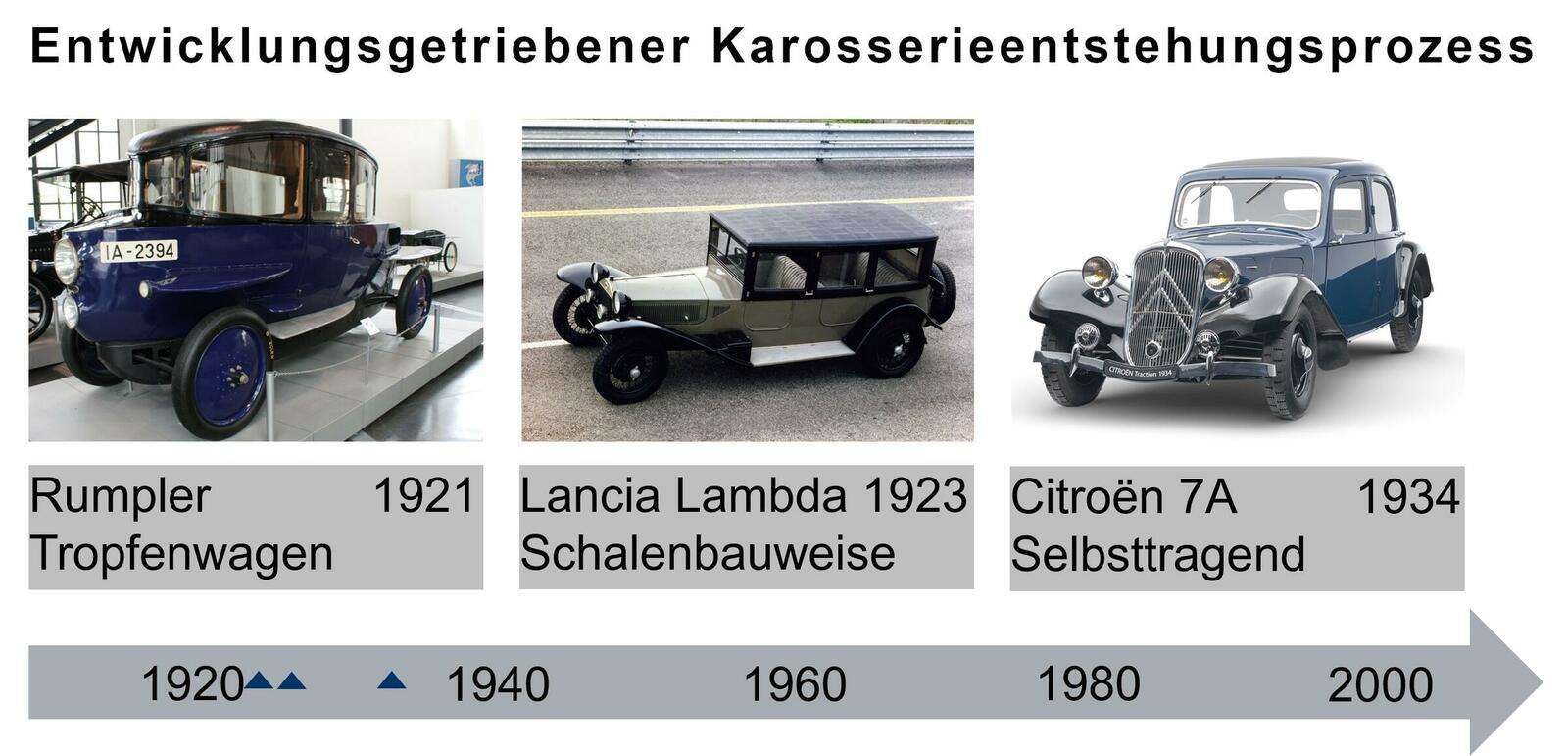
Entwicklungsgetriebene historische Beispiele zeigen oft prägnante und imagebildende Karosserieformen. Der Rumpler Tropfenwagen besticht durch seinen geringen cw-Wert. Über die Schalenbauweise der Karosserie des Lancia Lambda wurde das Gewicht reduziert. Der Citroën Traction Avant 7A stellte einen Zusammenschluss der Aspekte Stromlinienform und selbsttragende Karosserie dar. In Kombination mit höherer Steifigkeit/Festigkeit werden die Höchstgeschwindigkeiten erhöht und ein Großteil der Kundenwünsche erfüllt.
Hingegen forcieren die produktionsgetriebenen Kriterien eine fertigungsgerechte Karosserie, wie die historischen Beispiele in Bild 3 zeigen. Das Ford T-Modell ist bekannt für seine Fließbandfertigung, welche über den Einsatz von Robotern in der Produktion z. B. beim Fiat Ritmo und Golf 2 weiter automatisiert wurde.

Max Hofmann, M.Eng.; Prof. Dr.-Ing. Heiko Rudolf; Univ.-Prof. Dr.-Ing. Frank Mantwill; Rainer Nees, M.A.
Ergebnisse, Meinungen und Schlüsse dieser Veröffentlichung sind nicht notwendigerweise die der Volkswagen Aktiengesellschaft.



