

Kunststoff-Verfahren: SLS versus SAF
Die beiden additiven Produktionsverfahren sind sich ähnlich. Beim selektiven Lasersintern (SLS) wird ein Kunststoffpulver flächig aufgebracht, erwärmt und dann mit einem Laserstrahl verfestigt. Beim selective absorption Fusion (SAF) werden ähnliche Kunststoffpulver verwendet. Aber hier bringen Inkjet-Druckköpfe punktuell eine Tinte auf, die infrarote Strahlung absorbiert. In diesen Bereichen erhitzt sich das Pulver nach der Überfahrt eines Infrarot-Strahlers und verschmilzt miteinander.
Ein möglicher Vorteil von SAF ist die Zeitersparnis. Denn anstatt einen Laserstrahl in vielen einzelnen Bahnen pro Schicht abzulenken, ist nur eine einzelne Überfahrt von Druckköpfen und Infrarot-Lampe notwendig. Somit ist die Bauzeit je Schicht nicht abhängig von den Bauteilen, die gedruckt werden sollen.
Allerdings sind SLS und SAF bisher noch nicht systematisch verglichen worden. Diesen Benchmark führt nun ein Forschungsteam um Patrick Springer vom Zentrum für Additive Produktion (ZAP) am Fraunhofer IPA durch. Industriepartner ist Götz Maschinenbau, der 3D-Druck fürs Prototyping anbietet.
Untersuchen möchte das Projektteam vor allem die Freiheitsgerade und Limitationen der Verfahren im Vergleich zueinander. Dazu werden für beide Verfahren vereinheitlichte Testbaujobs für vordefinierte Testszenarien gedruckt und evaluiert. Als Material verwenden sie PA12.
Maschine: 6-fach-Druckkopf für 3D-Drucke mit Filament
Für das filamentbasierte Verfahren Fused Filament Fabrication (FFF, auch FDM) verspricht Multec eine tiefgehende Prozess-Regelung und Qualitätssicherung sowie eine deutlich reduzierte Druckdauer mit seinem 3D-Drucker M800S. Die Kombination der Siemens-Steuerungstechnik mit dem patentierten 6-fach-Druckkopf Hexa-Move soll dies ermöglichen.

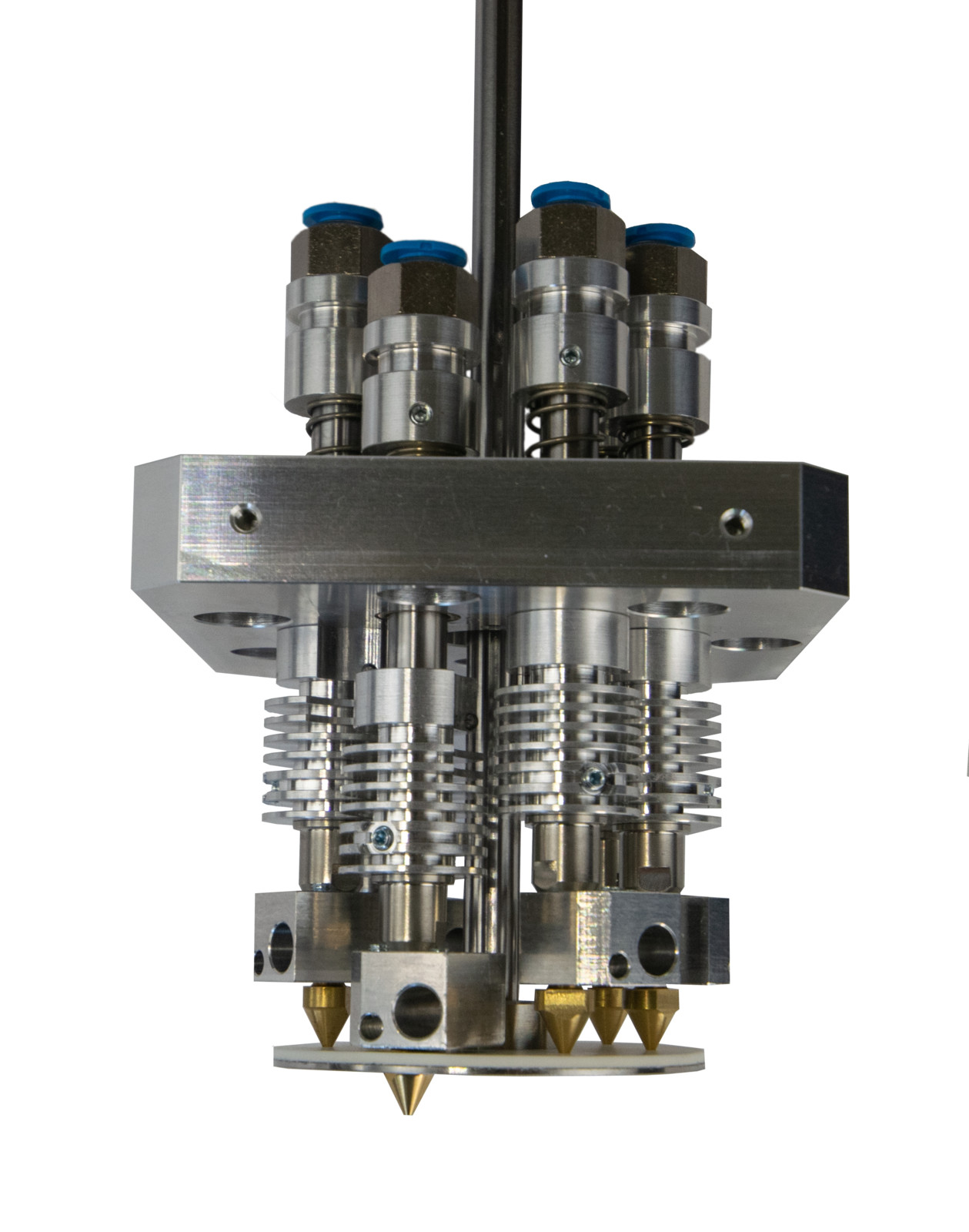
Durch den Druckkopf sind in einem Druckvorgang sechs Materialien, sechs Düsengrößen oder Farben möglich. Zusätzlich erlaubt die Endlos-Druck-Funktion vollautomatischen Filamentspulen-Wechsel während des Druckvorgangs – ohne Pausen oder Bedienereingriffe. Die Düsen können völlig frei in den gängigsten Druckszenarien belegt werden. Unterextrusion und Düsen- und Materialwechsel sind hinfällig.
Die SInumerik MC sorgt mit in Echtzeit durchgeführte Überwachung und Regelung des Volumenstroms für eine Qualitätsverbesserung. Gleichzeitig wird die Düsenperformance und der Verschleiß permanent überwacht. Eine Düsenverstopfung wird bereits im ersten Stadium erkannt und entgegengesteuert.
Volle Positionsüberwachung durch Siemens Absolutwertgeber sorgen für Präzision und Wiederholgenauigkeit. Die optimierte Achsdynamik reduziert die Druckdauer bei gleichzeitig feiner Druckqualität.
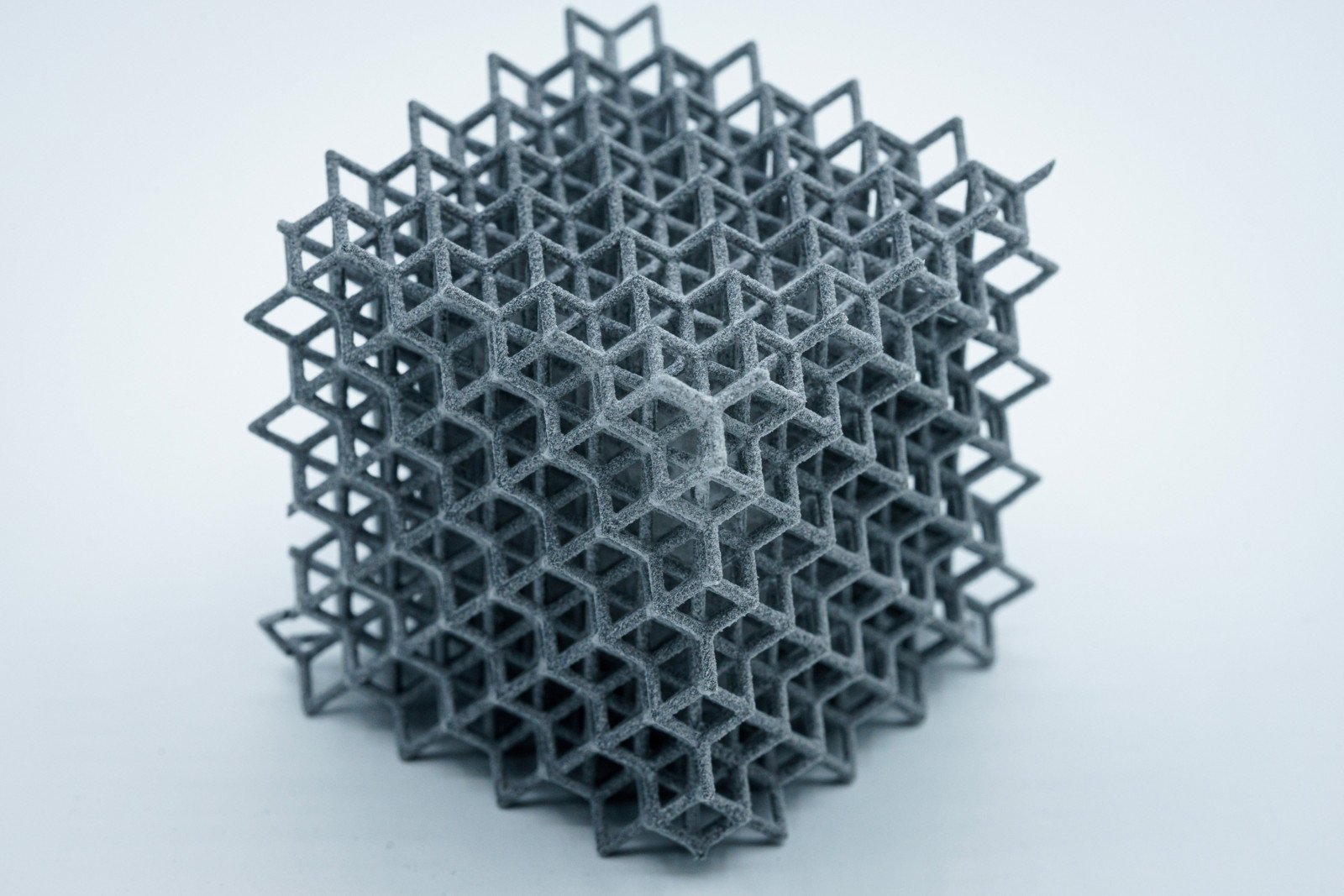
Software: Lattice-Strukturen in CAD umwandeln
NTopology 3.28 führt die Funktion „CAD Body from Implicit Body“ ein. Mit dieser noch im Beta-Stadium befindlichen Exportfunktion, können nTop-Konstruktionen mit mittlerer Komplexität direkt in STEP- oder Parasolid-Dateien konvertieren werden. Als CAD-Version kann die Konstruktion beispielsweise für die Fertigung überarbeitet, als Zeichnungen erstellt, zu Baugruppen hinzugefügt, im PLM-System gespeichert oder an Kunden geliefert werden.
Die Funktion löst jedoch nicht die Schwächen herkömmlicher CAD-Dateiformate bei der Darstellung komplexer Geometrie, betont NTopology. Beispielsweise habe das Software-Unternehmen das Bild eines Gitterwürfels in STEP konvertiert und in Solidworks importiert. Die .step-Datei war über 600 MB groß, die .ntop-Datei aber weniger als 30kB.



