Die Additive Fertigung hat ein großes Problem: Sie ist anders. Konstrukteure und Entwickler dürfen nicht einfach nur die Grenzen sprengen. Sie müssen entgegen ihres bisherigen Wissens arbeiten. Wer das umzusetzen weiß, der findet seinen Platz in der Additiven Fertigung. Oechsler ist das geglückt. Sogar sehr erfolgreich. Mit rund 150 Maschinen drucken sie etwa 1,3 Mio. Teile pro Jahr.
Welches Knowhow dazu nötig ist und wie Oechsler seinen USP fand, das verrät uns Matthias Weißkopf, Prokurist von Oechsler und verantwortlich für die Entwicklung.
Herr Weißkopf, unter Ihrer Regie hat sich die Additive Fertigung bei Oechsler sehr schnell und erfolgreich als eigene Geschäftssparte entwickelt. Was waren dabei die wesentlichen Erfolgsfaktoren?
Matthias Weißkopf: Wir wollten mit 3D-Druck nicht andere Verfahren ersetzen oder irgendein Kunststoffteil auf einem 3D-Drucker fertigen. Wir drucken ein Produkt nur, wenn die Additive Fertigung einen Mehrwert für es liefert.
Den Mehrwehrt bringen bei Ihnen Gitter- bzw. Lattice-Strukturen. Sie nutzen sie nicht nur als Innengeometrie oder für den Leichtbau, sondern als Funktionselement. Wie kam es dazu?
Weißkopf: Um ehrlich zu sein, ging es anfangs gar nicht um die Strukturen. Mit einem global führenden Sportartikelhersteller starteten wir unser erstes Projekt. Zwar sind die Sohlen, die wir für die Turnschuhe fertigen auch aus Lattice-Strukturen, aber darum ging es damals noch gar nicht. Wir wollten die Additive Fertigung in die Breite bringen. Dafür hatten wir Kunden gesucht, die was Neues, Innovatives machen wollen. Also Kunden, die auch Produkte entwickeln wollten, die nur mit additiver Fertigung umsetzbar sind.
Da hatten Sie sicherlich großen Zulauf!
Weißkopf: Leider nicht so ganz. In der Additiven Fertigung geht es anders herum: Der Kunde kommt nicht mit seinem Produkt zu uns, sondern wir mit einer Idee zu ihm. Also sind wir mit unserer Idee eines 3D-gedruckten Autositzes auf die Automotiv-OEMs zugegangen. Mit einem deutschen Sportwagenhersteler durften wir die Idee dann umsetzen. Parallel hatten wir mit einem weiteren OEM eine Roboskin entwickelt. Das ist eine Hülle aus Gitterstrukturen für Cobots. Dass beide Produkte aus Lattice-Strukturen bestanden, war Zufall. Aber beides sind Produkte, die von der Geometrie beziehungsweise von der Performance her diese Gitterstrukturen brauchen – und die gehen nur mit 3D-Druck.
Was genau sind denn die Herausforderungen?
Weißkopf: Ja, ein fast unbespieltes Feld. Obwohl es sowohl von der Material, als auch von der Prozessseite her sehr innovativ ist. Allerdings bringt es Herausforderungen mit sich, weil einiges noch recht neu ist.
Es waren also Ihre Kunden bzw. deren Produkte, durch die Sie sich auf Gitterstrukturen spezialisiert haben. Lattice-Strukturen als Geschäftsmodell ist aber noch sehr selten.
Weißkopf: Erst die Idee, dann die Kunde dazu zu finden. Das ist eine unserer größten Herausforderungen, die wir gerade haben. Zwar kennen einige 3D-Druck, aber das man damit auch Produkte fertigen kann, die sonst nicht möglich wären … das ist wirklich Pionierarbeit.
Okay, aber dass nicht genug Wissen über 3D-Druck für entsprechende Ideen mitbringen, da sind Sie nicht der einzige in der Branche, den das betrifft.
Weißkopf: Ja. Und es gibt noch mehr, was für viele von uns neu ist und wo wir viel dazu lernen mussten. Beispielsweise dachten wir anfangs, wir könnten die Additive Fertigung in unsere normale Produktentwicklung integrieren. Aber das funktioniert nicht. Deswegen haben wir alles ganz neu aufgezogen, auch die Strukturen in der Produktentwicklung.
Warum funktionierte es nicht?
Weißkopf: Weil ein Entwickler plötzlich etwas entwickeln muss, dass bisher nicht möglich war. Es ist einfach schwierig, wenn man Jahrzehnte lang gelernt hat, dass etwas nicht geht und plötzlich soll es gehen. Also haben wir mit Leuten angefangen, die das Thema 3D-Druck als Passion hatten, als Hobby.
Also sollte ein AM-Entwickler ein Grundverständnis für 3D-Druck und eine Motivation zum Umlernen mitbringen. Gibt es noch mehr, was Entwickler der Additiven Fertigung von denen der konventionellen Fertigung unterscheidet?
Weißkopf: Jeder Entwickler aus der Additiven Fertigung kennt die additiven Prozesse bis ins letzte Detail. Sie haben zuvor an den Maschinen gearbeitet und wissen sehr genau, was möglich ist und was nicht. Sie kennen die Programme und wissen, wie man ein Bauteil am besten auslegt – unabhängig von den Grenzen konventioneller Herstellverfahren. Und sie wissen, wie man es im Bauraum positionieren muss, um ein optimales Ergebnis zu erzielen. Solche Mitarbeiter sind heute schwer zu bekommen, denn es gab in den letzten Jahren keine Ausbildung und kein Studium dafür. Das fängt jetzt erst richtig an.
Moment. Wie man ein Bauteil im Bauraum positionieren muss? Dafür gibt es doch in fast jeder AM-Software die Nesting-Funktion!
Weißkopf: Nesting hat Auswirkungen auf die Produkteigenschaften. Wird beispielsweise in einem Pulver-Verfahren eine Strebe senkrecht aufgebaut, entstehen viele Schwachstellen in der Strebe. Schräg gestellt, hat sie andere Eigenschaften. Die Orientierung des Bauteils im Druckverfahren mit den Belastungen des Bauteils im Druck ist relevant. Dieses Wissen wurde bisher in keine Software übertragen. Eine Nesting-Software gibt die beste Packungsdichte an, um so viele Teile wie möglich in einem Baujob unterzubringen. Aber einen Algorithmus für die Zusammenhänge zu den Produkteigenschaften gibt es noch keinen – weder was Präzision noch was Mechanik angeht.
Zurück zu den Lattice-Strukturen: Was macht die so besonders?
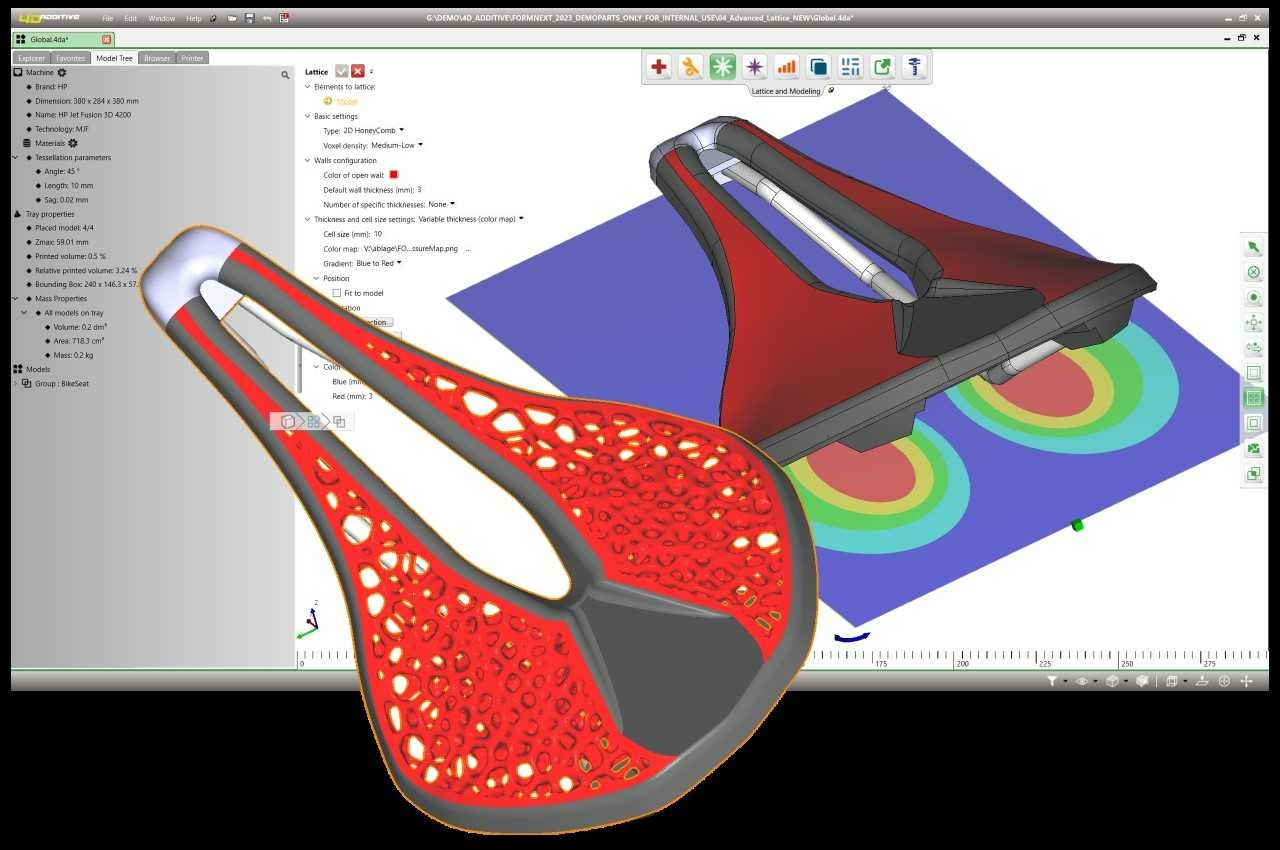
Weißkopf: Man kann Funktion über Geometrieanpassung realisieren. Beispielsweise kann ich einen normalen Schaum nicht in einem Bereich fester werden lassen als in einem anderen. Bei Gitterstrukturen kann ich durch Änderungen an der Geometrie die Produkteigenschaften verändern, anpassen, individualisieren – ohne, dass ich das gesamte Produkt umkonstruieren muss. Das funktioniert sogar über kleine Nuancen. Bei einem Bauteil habe ich tausende von Gitterstreben. Aber ich muss nur an einer Strebe den Durchmesser verändern, damit sich beim Gesamtprodukt die Performance verändert.
Das klingt nach sehr viel Detailarbeit und sehr viel Erfahrung.
Weißkopf: Anfangs, bei den ersten Produkten, saßen wir wirklich an jeder einzelnen Strebe, haben jedes einzelne Element in CAD designt. Weil die Algorithmen keinen Zusammenhang aus Geometrie, Materialdaten und Produkteigenschaften herstellen können. Simulieren kann man das Ganze auch nicht – weder per Finite-Elemente-Methode noch über das Materialmodell. Man kann diese Strukturen also nur durch einen analytisch-berechnenden Ansatz realisieren. Inzwischen haben wir uns dafür eine eigene Datenbank aufgebaut, in der wir einen Zusammenhang aus Geometrie und mechanischen Eigenschaften aufstellen. Danach haben wir Algorithmen programmieren lassen, die die Gitterstrukturen erzeugen.
Aber es gibt doch schon Software, die Lattice-Strukturen erzeugt. Warum haben Sie trotzdem Ihre eigene programmiert?
Weißkopf: Nach dem ersten Druck müssen die von der Software erstellten Vorschläge überprüft und angepasst werden – unter anderem auf die im Bauteil gewünschten Eigenschaften. Aber kein Kunde zahlt mehrere Iterationen, nur um zum richtigen Druckergebnis zu kommen. Unser Tool wirft uns nach Sekunden unterschiedliche Möglichkeiten aus, wie diese Eigenschaften erreicht werden. Und sie passen beim ersten Druck schon recht genau mit den vom Kunden gestellten Anforderungen überein. Dieser Zusammenhang aus Produkteigenschaft, Geometrie und Druckbarkeit, der ist einfach wichtig für uns Auftragsfertiger.
Sie arbeiten mit mehreren Maschinen unterschiedlicher Druckerhersteller und verschiedenen Verfahren. Welche eignen sich am besten für die Lattice-Strukturen?
Weißkopf: Das ist Verfahrens- und Materialunabhängig. Wir haben Drucker von HP, Carbon, EOS und einigen weiteren Herstellern im Haus. Jedes dieser Technologien bietet Vor- und Nachteile. Wir identifizieren für unsere Kunden die zu der Applikation passende Drucktechnologie. Neben der Technologie und dem Material ist aber auch das Design der Gitterstruktur entscheidend. Diese kann man in der Form, Größe und Dicke der Strebe unterschiedlich auslegen.
Nach welchen Kriterien wählen Sie dann ein Verfahren aus?
Weißkopf: Größe, Form, Anwendungsbereich. Es gibt einfach kein Verfahren, das alle Anforderungen am Markt erfüllt. Deswegen braucht man unterschiedliche Verfahren, um unterschiedliche Produkte herzustellen. Für Automotiv haben wir ein auf der HP-Maschine zertifiziertes Material von der BASF. Wir sind die ersten, die dieses Material für den Automotiv-Innenraum komplett validiert, zertifiziert und freigegeben bekommen haben – inklusive der Entwicklung von Prüfverfahren. Denn ein Gitterstruktur-Bauteil muss anders geprüft werden, als ein normaler Schaum. Auch hier gab es keine passenden Möglichkeiten.
Wie lange dauert sowas denn?
Weißkopf: Das Entwicklungsprojekt für den Autositz hat ungefähr 2,5 Jahre gedauert. Allerdings haben wir auch alles selbst bezahlt, was nicht Produktspezifisch war.
Das kann auch schief gehen …
Weißkopf: Ja, das ist ein Problem im 3D-Druck. Irgendwer muss die Pionierarbeit leisten – und den irgendwer, den gibt’s selten.
Mit welchen Innovationen können Ihre Kunden denn in naher Zukunft rechnen?
Weißkopf: Muss es denn immer eine Innovation sein? Eine der größten Challenges in der AM ist, 3D-Druck-Komponenten mit Performance-Elementen in Gesamtprodukte zu integrieren. Denn wir müssen mehr als nur 3D-gedruckte Komponenten anbieten. Aber bevor wir produktseitige Innovationen pushen, müssen wir die Skalierbarkeit angehen. Eine Innovation fängt für uns dann an, wenn wir sie für den breiten Markt fertigen.
Weitere Informationen
Was sind Lattice-Strukturen?
Gitter- oder Lattice-Strukturen sind Zellen, die entlang einer beliebigen Achse mosaikartig angeordnet werden. In sehr vielen additiv gefertigten Objekten sind Gitterstrukturen. Sie füllen sie aus, stabilisieren sie und sparen dabei Material, Gewicht und Bauzeit. Richtig angewendet, können sie Bauteileigenschaften auch verändern, das Bauteil an der einen Stelle härter, an der anderen weicher machen.


Das Beispiel „Roboskin“
Mit Daimler und Forward AM zusammen hat Oechsler eine zweite Haut für Roboter entwickelt. Die Roboskin für Cobots dämpft die Kollisionskräfte und -drücke zwischen Roboterarm und Mitarbeiter. So kann der Cobot wesentlich schneller arbeiten als ohne Roboskin.
Möglich machen das Gitterstrukturen. Wie eine zweite Haut sind sie um die Gelenke des Roboters gewickelt. Oechsler hat als Material Ultrasint TPU01 verwendet, thermoplastisches Polyurethan-Pulver. Es wurde speziell für die Multi-Jet-Fusion-Drucker der Serie HP 5200 entwickelt.
Die gesamte Handhabung der Haut ist einfach: Die TPU-Schicht beansprucht nur minimalen Raum, benötigt keine weiteren Elemente wie Sensoren und ist einfach zu montieren. Zudem ist ihr Gitterdesign einfach, schnell und kostengünstig an jeden Cobot-Typ anpassbar.